
修砂,到底要速度快一點還是慢一點好呢?修砂的速度快與慢皆會影響研磨結果,生堯技術團隊來為您解答!
生堯技術團隊在技術諮詢的過程中,有客戶曾經提問,關於修砂,到底要速度快一點還是慢一點好呢?
比較常見的觀念是: 如果希望切削力好,就會修的快一點。
當修砂的速度快時,砂輪的表面,鋸齒狀的部份會比較粗,因此如果想要磨得比較細一點時,就會刻意修的慢一點,目的是讓砂輪表面的鋸齒狀較為平滑。
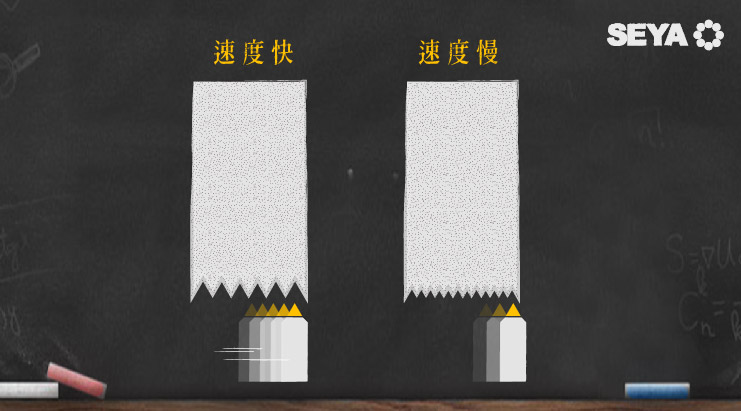
基本的邏輯是: 修快一點,砂輪面會較粗,研磨表面較粗糙,但切削力較好;修慢一點,砂輪面較平滑,研磨表面較細緻,切削力較差。
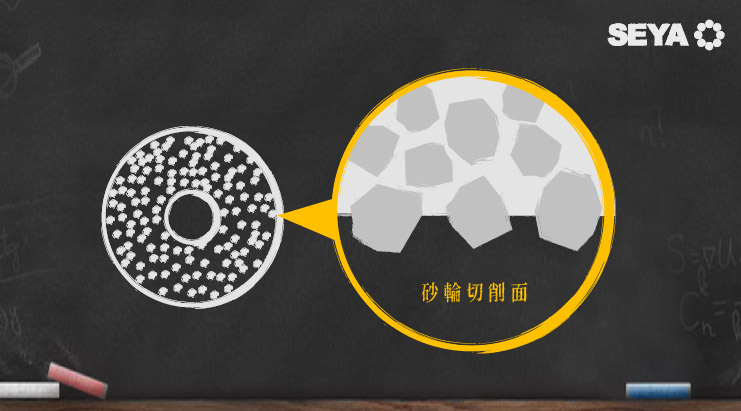
但有時我們會忽略掉一點,其實砂輪的切削面,不是真的像鋸齒狀。而是其實每一個磨料都像一個刃口一樣,以這個當作刃口去做磨削的動作,當砂輪發生鈍化的情形時,我們需要重新修出磨料的銳口,基本上是越快,形狀越粗,切削力越好。但修整的太快也會造成問題。
原因是,「快」,就是每次跳動的距離大,因此會形成一個較大的齒形,如果把它放大來看,每一次跳動時,即有可能會跳過磨料去進行修整,第一個修整的位置在A磨料,這個磨料被修尖了,但由於移動速度太快,下一個修整的位置跑到D磨料了。
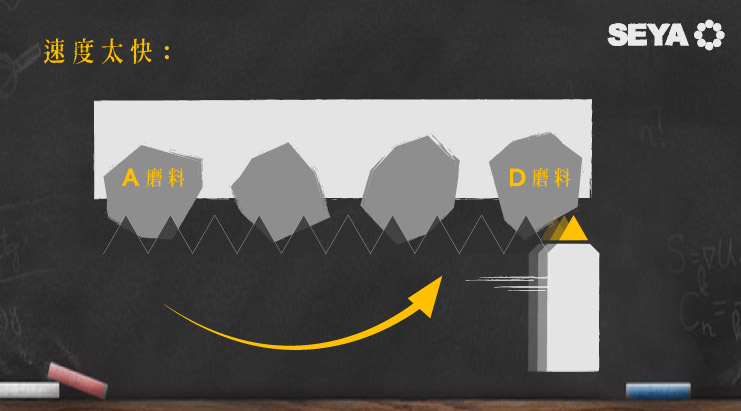
所以雖然看起來還是齒型的形狀,但實際上沒有每顆磨料都經過修整,可能有一部份的磨料是被跳過的,因此會造成切削力不佳。更重要的一點是,砂輪銳利的保持性會不夠,因為很可能只有三分之一的磨料被修整到,只有這一部份的磨料有切削力,當然很快就鈍化了。因此,雖然修快一點切削力好,但也需要特別留意太快的話可能會漏掉很多的磨料。造成粗修後,剛開始可以有很好的切削力,但切削力很快就喪失了,有時候就是因為修整速度太快所造成的影響。
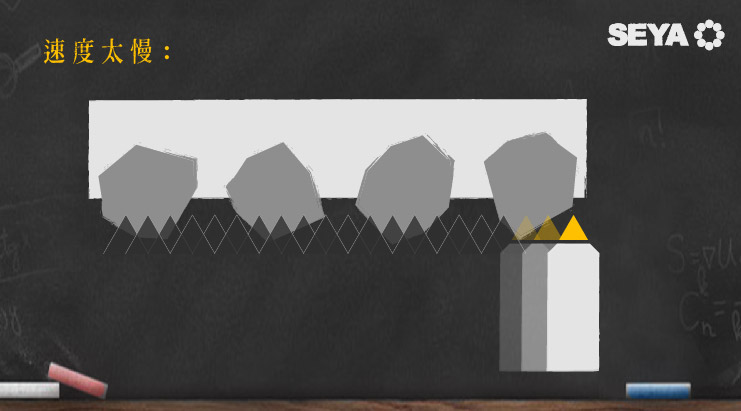
反之,當修整速度慢時,好處是每顆磨料都可以均勻的被修整到,但是如果真的太慢的話,可能會完全沒有切削力,甚至出現因為阻力太大把整顆磨料給拔下來的情形,磨料脫落速度太快,造成研磨面不如想像中來得好,砂輪可能會常出現掉砂的狀況。
歸納以上的情況,修整速度有它一定的範圍,可以根據磨料、磨料的大小、砂輪的轉速等等去做設定。雖然我們常說: 快一點就「粗」、「利」,慢一點就「細」、切削力差。但有時候出現切削力不夠、維持性不好或者是掉砂的情況的話,很可能是修砂過快或過慢造成的。關於修整的速度,值得大家去留意、探討一下喔!
生堯的官方網站上也有提供關於修整速度的建議資料,歡迎大家參考。也歡迎一起討論喔!
#磨人必學#研磨大問答#修整#修砂#修整速度#切削力#研磨加工知識解方
