
為了將砂輪塑造成各種形狀、修正偏差並改善切削性能,通常會進行修整和磨削。砂輪的偏差校正和形狀創造稱為「修整」,形成新的切削刃並改善切削性能稱為「磨削」。在一般的磨削和修整中,會使用金剛石修整器。金剛石修整器有各種類型,根據使用目的進行選擇。
■一般砂輪的校正・修整的配合
為了將砂輪塑造成各種形狀、修正偏差並改善切削性能,通常會進行修整和磨削。砂輪的偏差校正和形狀創造稱為「修整」,形成新的切削刃並改善切削性能稱為「磨削」。在一般的磨削和修整中,會使用金剛石修整器。金剛石修整器有各種類型,根據使用目的進行選擇。
◆單晶修整器
標準的單晶修整器在錐柄頂端嵌入一顆原始鑽石或成型鑽石,廣泛用於一般研磨和粗研磨。此外,有許多種修整器可以有效地對砂輪進行修整,如將錐形鑽石尖端磨至30°~120°的點式修整器、方形金字塔式修整器以及將楔形鑽石尖端磨至55°~70°尖端角的成型修整器。
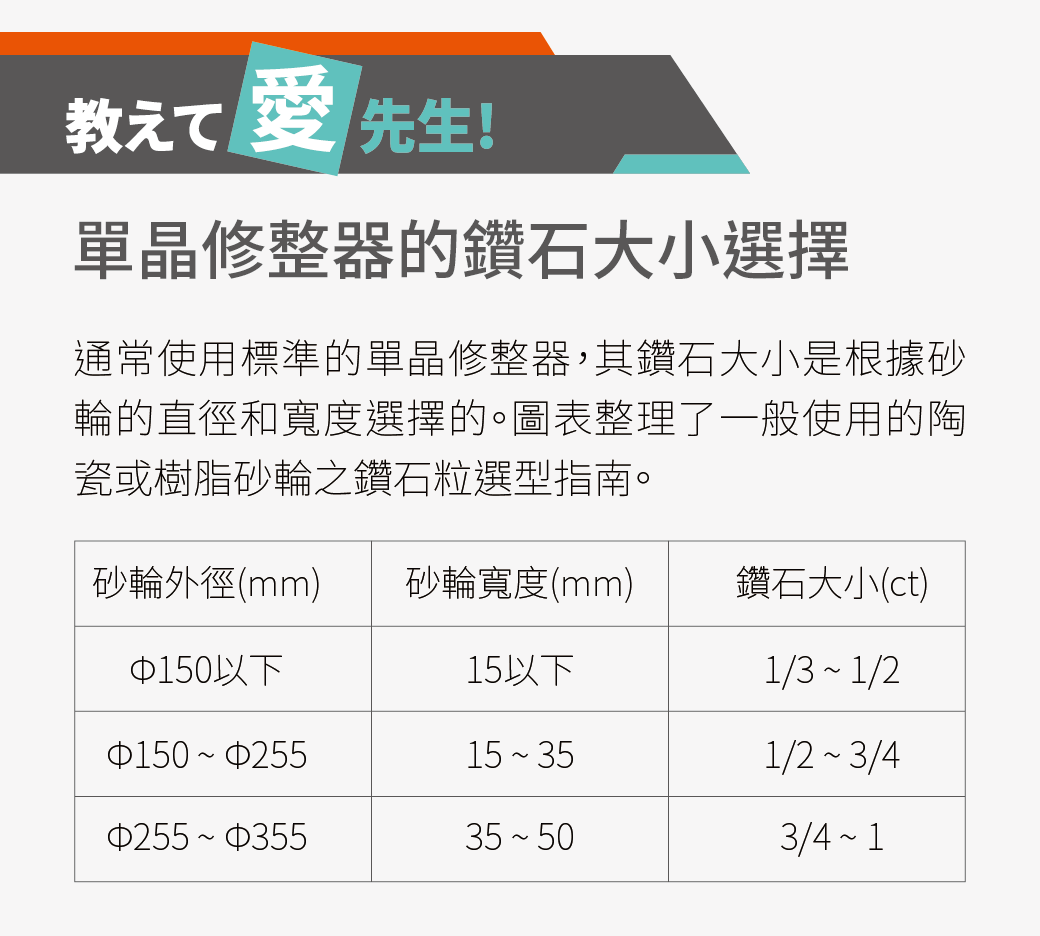
通常使用標準的單晶修整器,其鑽石大小是根據砂輪的直徑和寬度選擇的。圖表整理了一般使用的陶瓷或樹脂砂輪(粒度為F46~80,結合度為H~M)之鑽石粒選型指南。
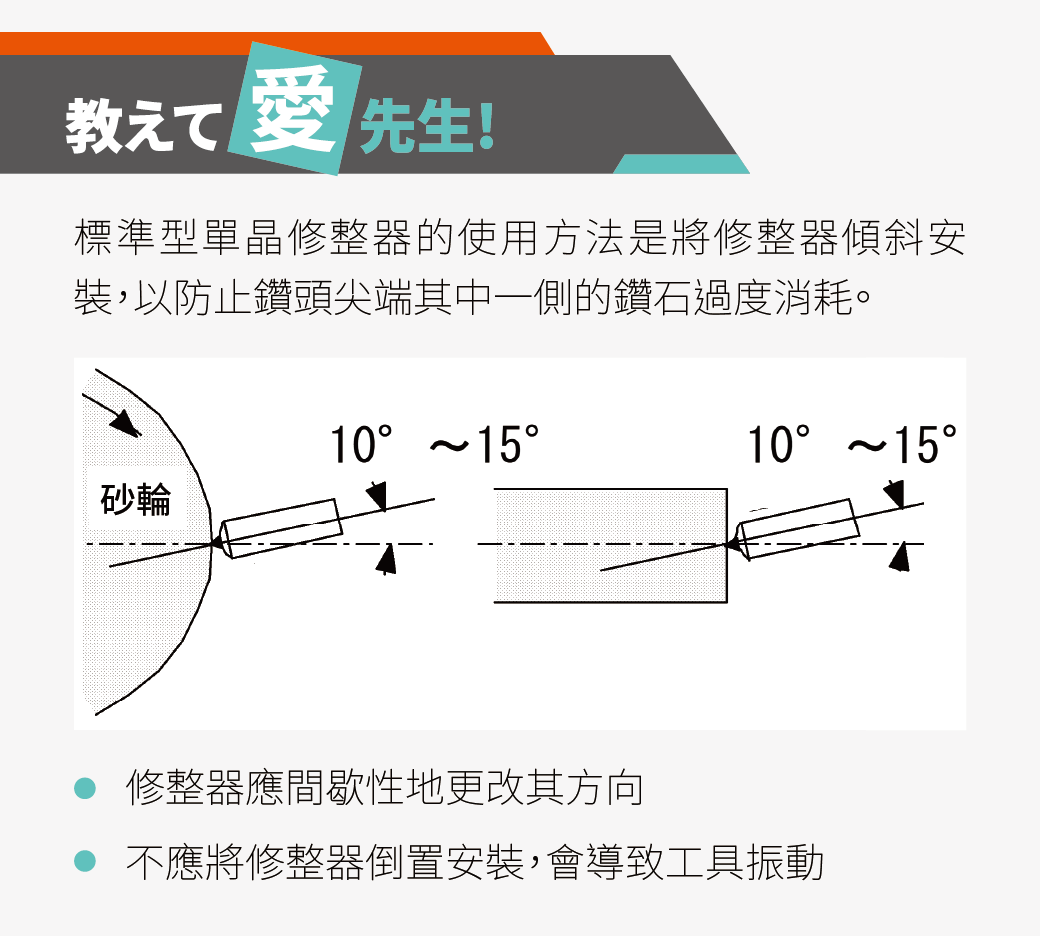
標準型單晶修整器的使用方法是將修整器傾斜安裝,以防止鑽頭尖端其中一側的鑽石過度消耗,從而獲得穩定的砂輪工作面。此外,修整器應間歇性地更改其方向。必須要注意的一點是,不應將修整器倒置安裝,因為這會導致工具振動。
砂輪的表面凹凸狀況對工件的表面粗糙度有很大影響,修整器的磨損狀況以及修整器的進刀量會對砂輪表面產生作用。
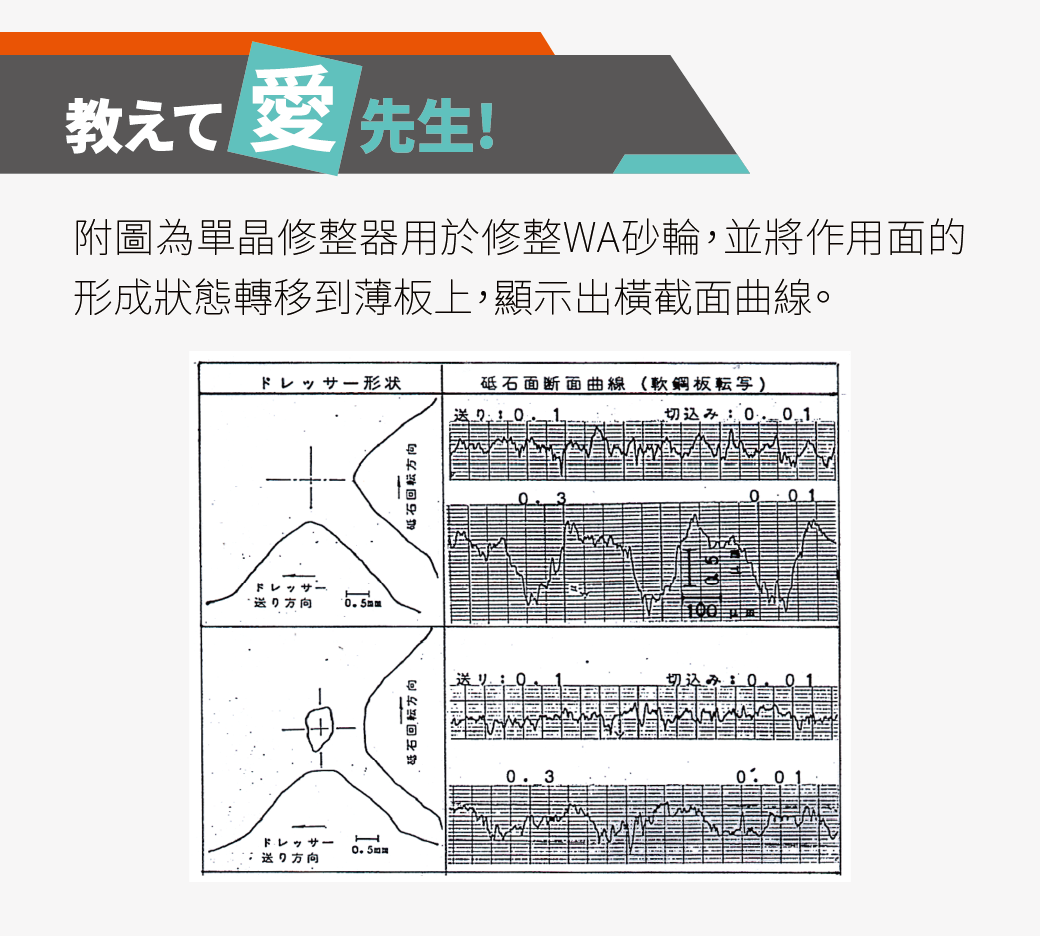
附圖表示了廣泛用於研磨現場的單晶修整器,用於修整WA砂輪,並將砂輪作用面的形成狀態轉移到薄板上,顯示出橫截面曲線。
從圖片中可以看到,曲線的高低起伏與修整器的進給量之間的關係,修整器的進給和端部的磨損狀況會影響砂輪表面的凹凸狀況。雖然在砂輪表面凹凸的形成中看不到進刀的影響,但在實際操作中,進刀也會影響砂粒的脫落和破碎狀態,為了獲得良好的加工表面,應逐漸減小進刀。
通常砂輪的成型是通過仿形設備、修整R角設備或角度成形設備等進行的。在進行角度成形時,是使用正弦桿進行,如附圖所示,修整器應該從下往上推送。
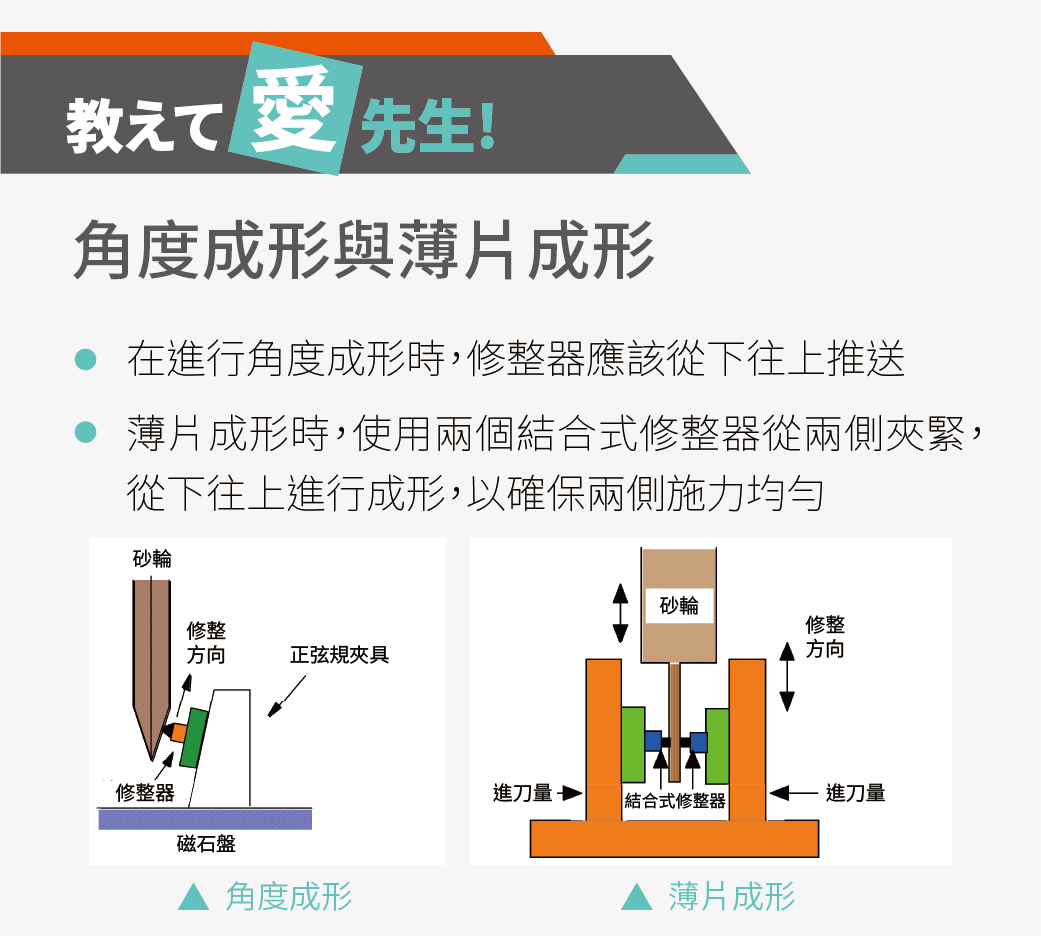
特別是在進行薄片成形時,從上往下推送砂輪容易導致破損。當在工件中切割槽時,需要將砂輪修薄,並使用兩個結合式修整器從兩側夾緊,從下往上進行成形,以確保兩側施力均勻。
◆多點式修整器

一個柄上有2個以上的的鑽石粒的修整器,因為刃口數的增加,也提升了耐久度,多點式排列修整器以相對較小的鑽石粒沿軸向排列數個,表面上的鑽石數量與下層鑽石數量呈正比,附圖就是三個鑽石三層的例子。需要注意的是,多點式修整器的進給速度比單晶修整器要快。
◆結合式修整器
許多細粒度的鑽石用金屬粉末附著在刀柄的末端,這種修整器能夠保持穩定的修整狀態,因為許多鑽石起到了切削刃的作用,在使用結合式修整器時,修整器和砂輪修整面要完全接觸到。
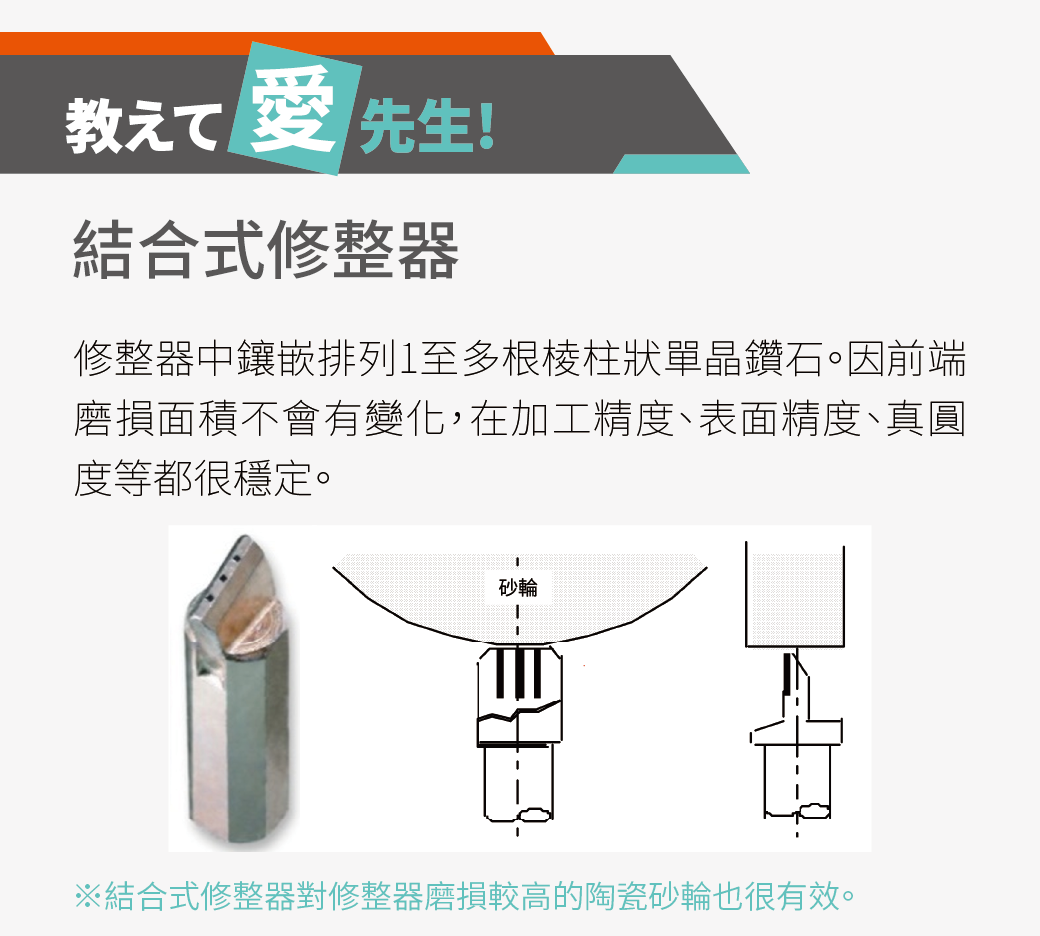
棱柱修整器中鑲嵌排列有1至多根棱柱狀單晶鑽石(角柱單晶鑽石)。多個鑽石排列的修整器在使用時,鑽石同時接觸砂輪進行修整。
該修整器因為前端磨損面積不會有變化,所以在加工精度、表面精度、真圓度等都是很穩定的,可用於平面研磨、圓筒研磨、無心研磨等各種研磨。另外,它對修整器磨損較高的陶瓷砂輪也很有效。
■結語
成形及修整在研磨加工上是一個很重要的過程,這個過程的好壞是決定加工的效率及工件良率的關鍵因素,希望本篇的分享可以讓大家對修整砂輪更有概念,並在研磨加工中更上一層樓。
※以上是SEYA生堯砥研的分享,若對砂輪、調整輪的選擇與搭配,或研磨相關技術有任何問題,歡迎與我們聯絡與諮詢!
