
薄版研磨要點
薄板研磨較為困難的重點是,較薄的工件代表其熱傳導較快,熱膨脹的情形比一般厚工件更加明顯。
熱膨脹的問題有很大程度會影響其研磨的精度。
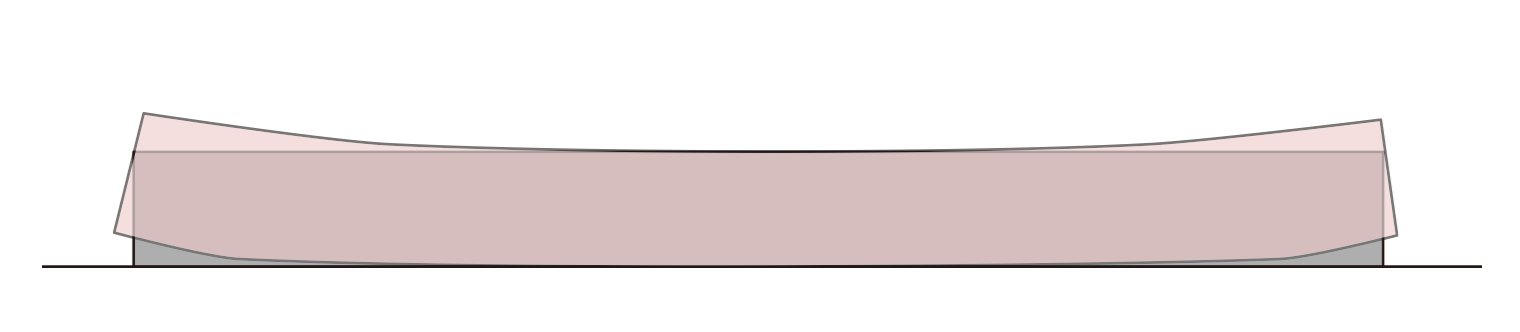
在薄板的兩端部分是熱膨脹最明顯的部分,所以薄板會呈現如下圖微微蜷曲的狀態。
此時通常發生的研磨問題有二:①過度進刀 ②震動痕跡
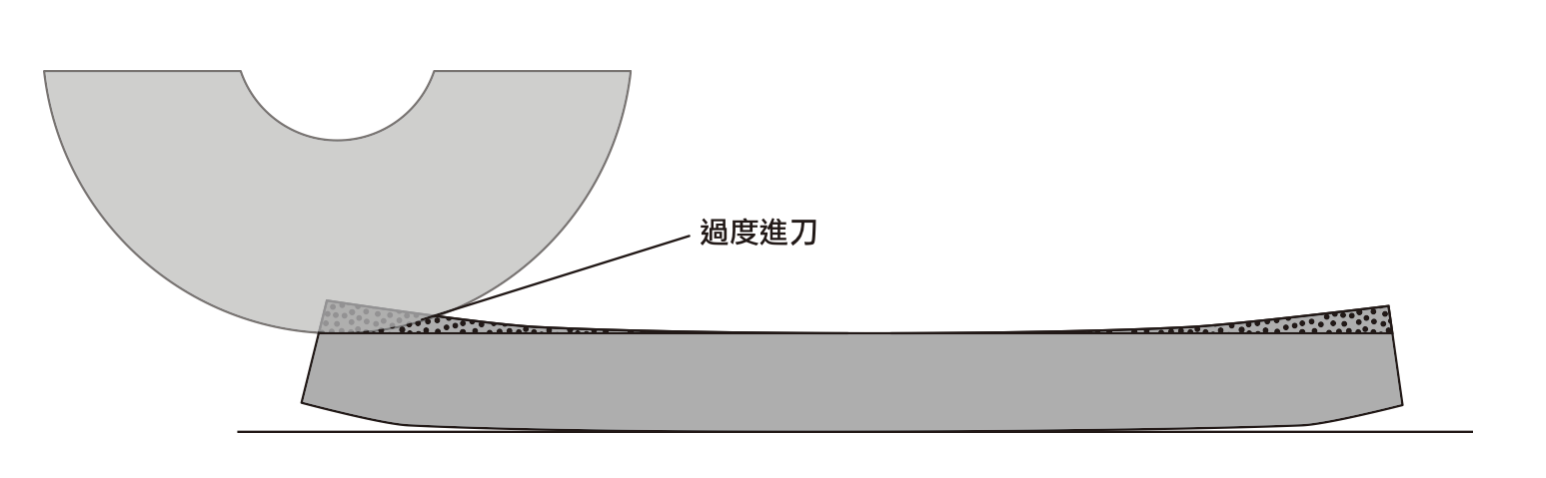
①過度進刀
因為膨脹,所以導致進刀量增加,
砂輪因為過度進刀的緣故,溫度又會再提高,造成熱傷害的惡性循環。
②震動
進刀量增加,砂輪的切削力若不足,就容易產生切不動的狀況。
切不下去,進而發生彈跳、震動。
而震動會直接導致面粗度不佳、研磨痕跡明顯甚至因為震動磨料脫落而產生深度刮傷。
SEYA的解決方法
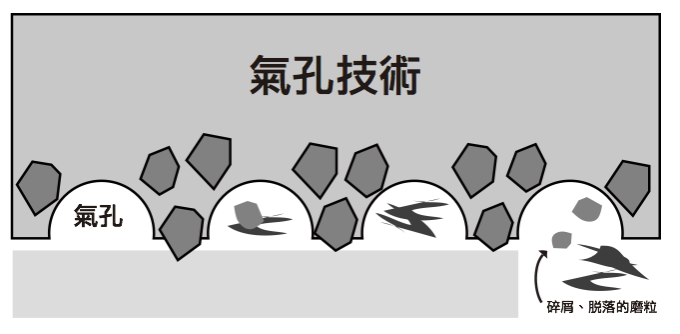
★氣孔技術 快速散熱
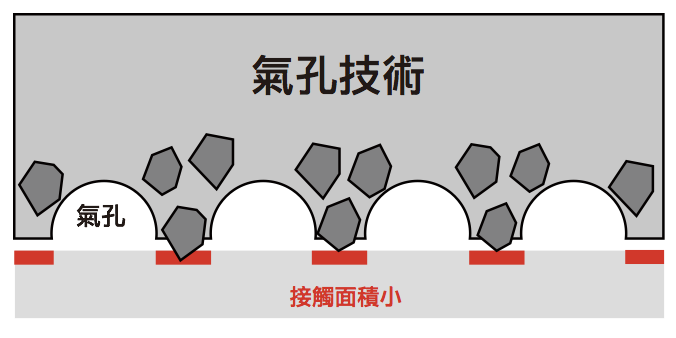
▲氣孔增加切削力:氣孔可以減少研磨阻力,切削力提升,阻力小、研磨熱變少,減少工件遇熱膨脹的程度。 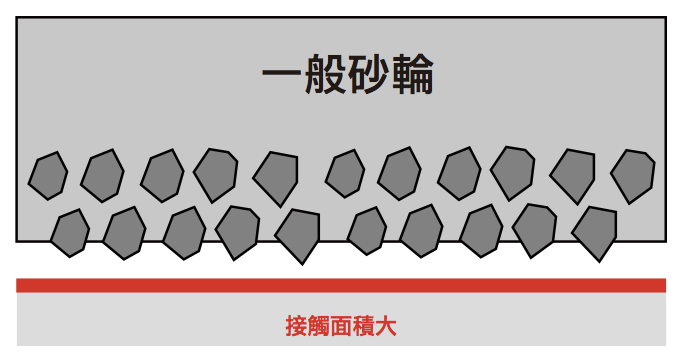
▲一般狀況:接觸面積大、阻力大,面粗度不佳
▲氣孔增加散熱力:氣孔可以將熱及碎屑帶出,砂輪也提供碎屑躲藏的空間,避免碎屑刮傷工件,影響後段細磨。
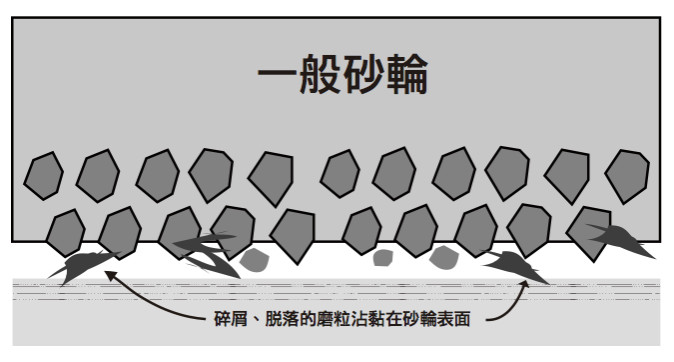
▲一般情況:碎屑沾黏,容易造成表面刮傷不易堵塞、發熱少,不怕燒傷。
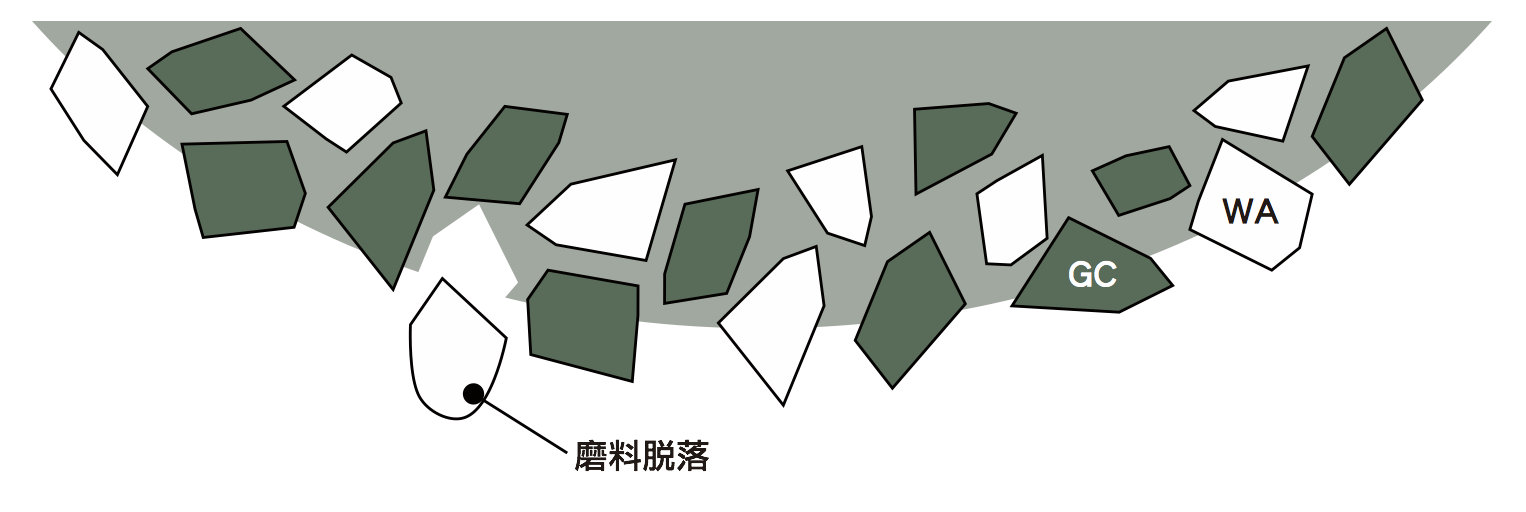
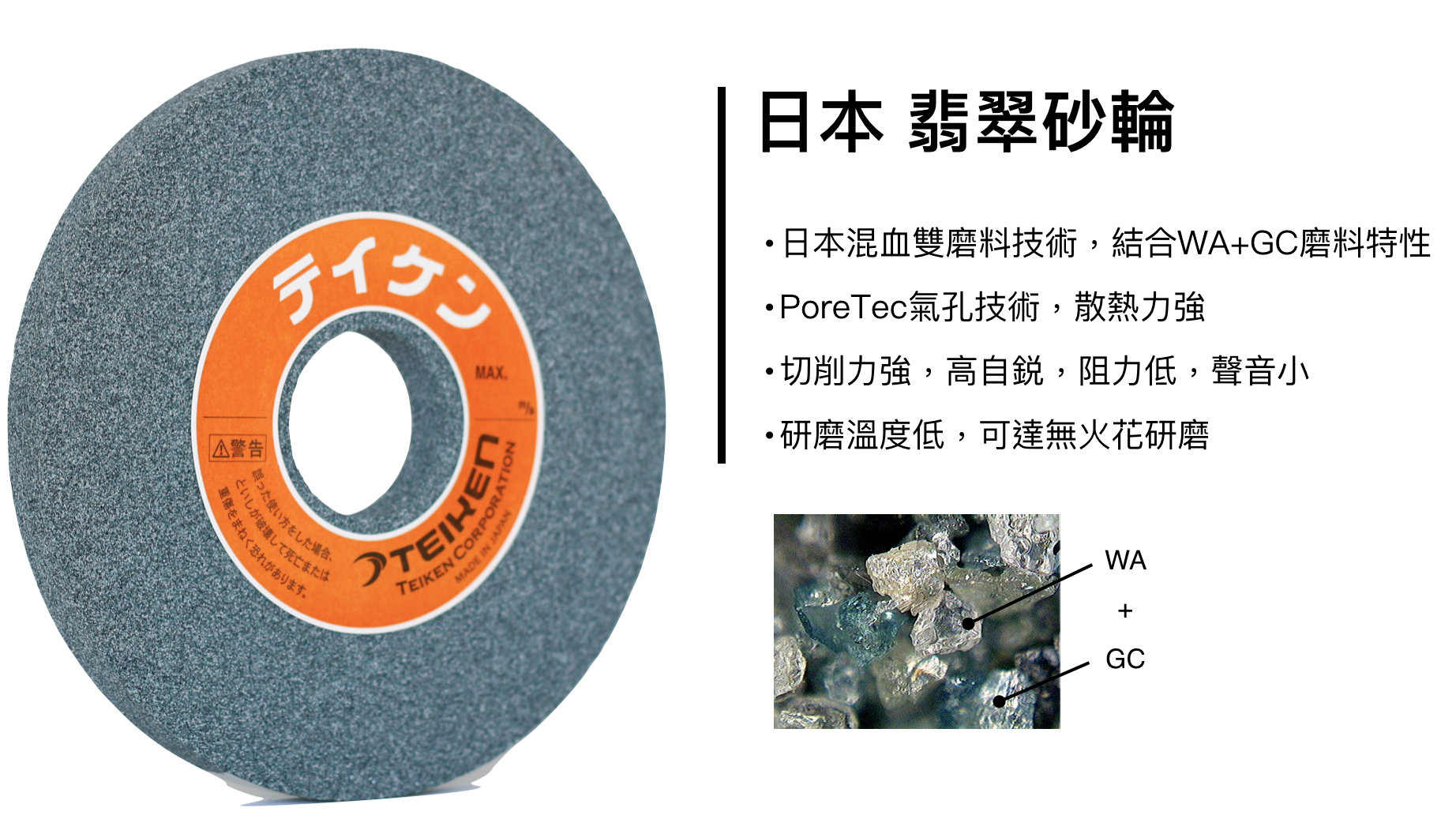
★雙磨料混合燒結技術 具高度自鋭性
WA+GC雙磨料的混合燒結,利用兩者膨脹係數不同,研磨高溫會使磨料脫離結合劑,達到自鋭的效果。
脫落的過程也同時可幫助散熱。銳利的磨料重新露出,讓砂輪保持切削力,研磨熱不易累積。
SEYA推薦產品
PoreTec氣孔技術+混合磨料燒結技術翡翠砂輪
結語
薄版還是最著重於如何散熱的問題,當解決熱膨脹,再來改善表面問題,會事半功倍。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
