
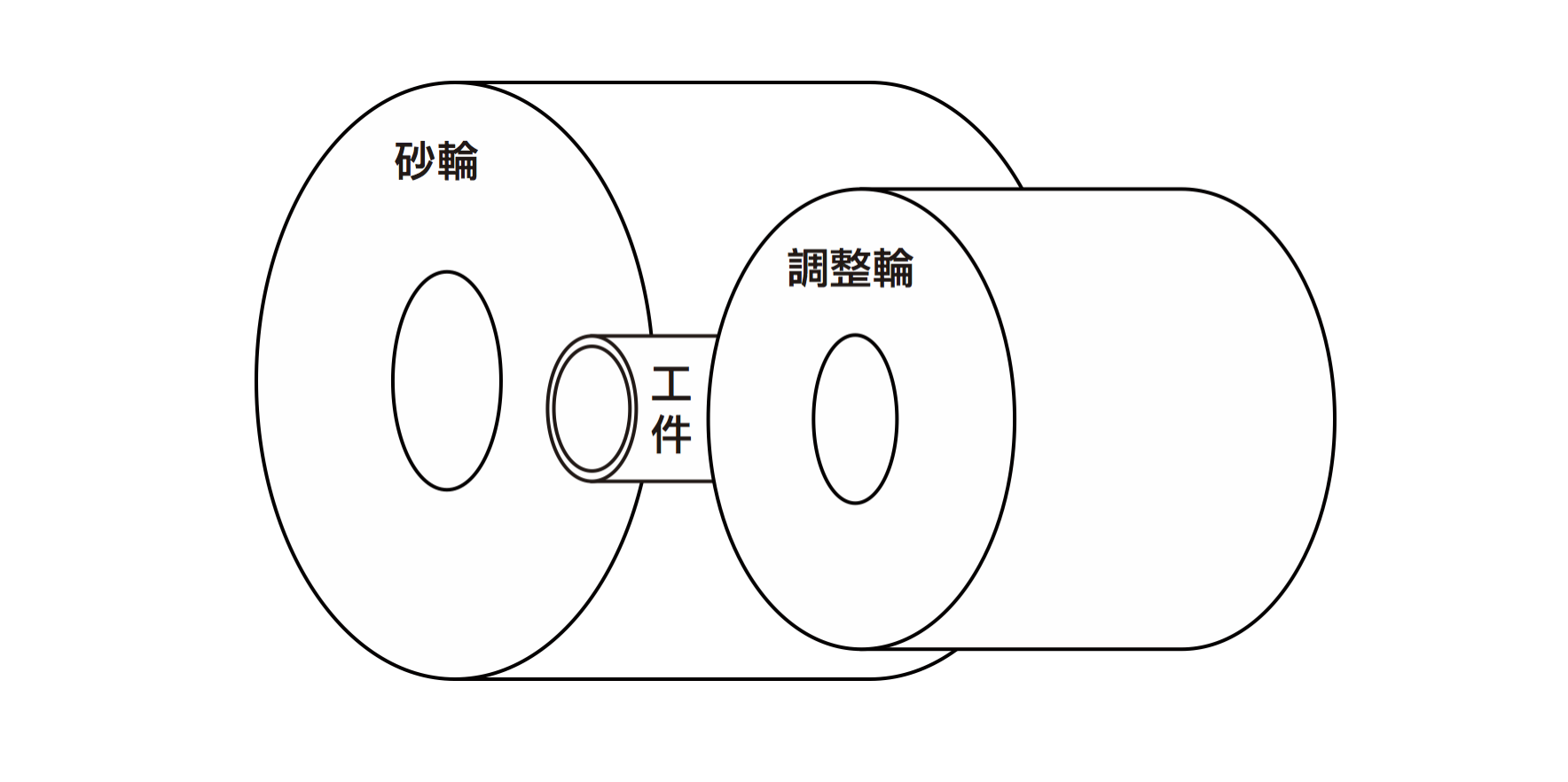
無心研磨
無心研磨是屬外圓研磨的一種,
用以研磨圓柱型的工件,可以展現高效率的研磨製程。
圓柱型的工件分為棒狀(實心)及管狀(空心)。
其中,管狀因為管壁較薄,在研磨上需要相當的技術及條件,
才能在研磨時同時保持管件的尺寸及「提升表面粗度」。
研磨問題:管件面粗度難以提升
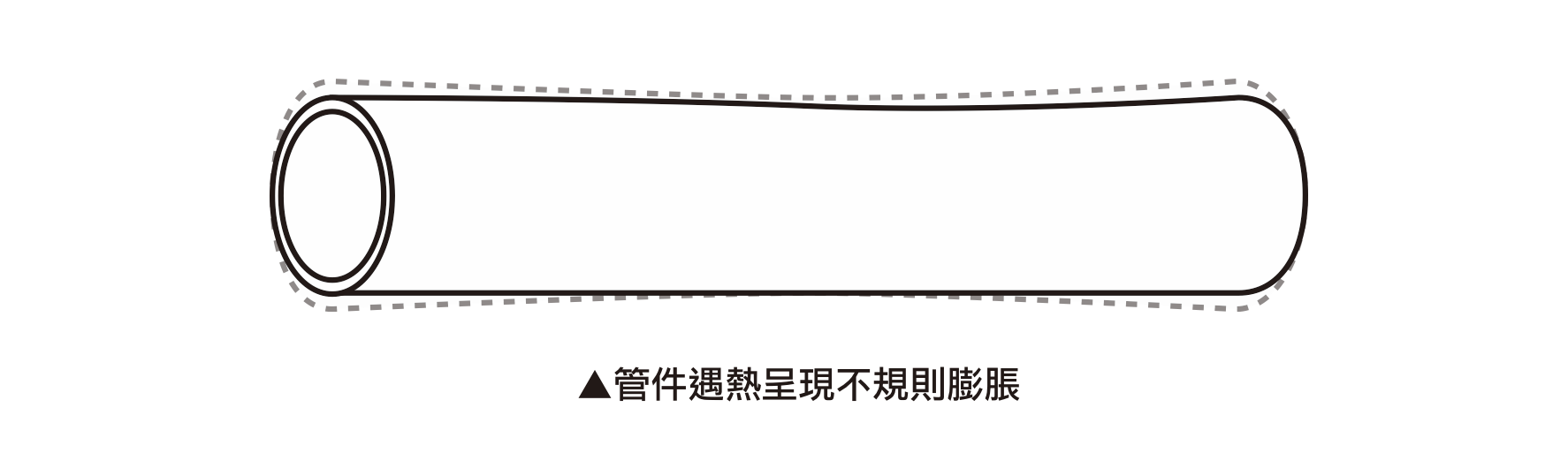
膨脹問題:
就像是研磨薄板,雖然管件不會蜷曲,但卻仍然容易因為熱而膨脹。
熱膨脹使管件呈現不規則狀,研磨過程便會開始有震動,因此砂輪產生彈跳作用,在表面留下痕跡。
面粗度問題:
而一般常見的管件材質有「不鏽鋼管」或者「鋁管」,這兩種材料都屬於較軟的材料,在進行研磨時容易有刮傷,導致面粗度不佳。
前段粗磨若無法避免留下較深的刮傷,而後段細磨砂輪的切削力又不夠足以消除前段痕跡的話,面粗度不佳便需要增加工序,進而造成效率低下。
解決方案
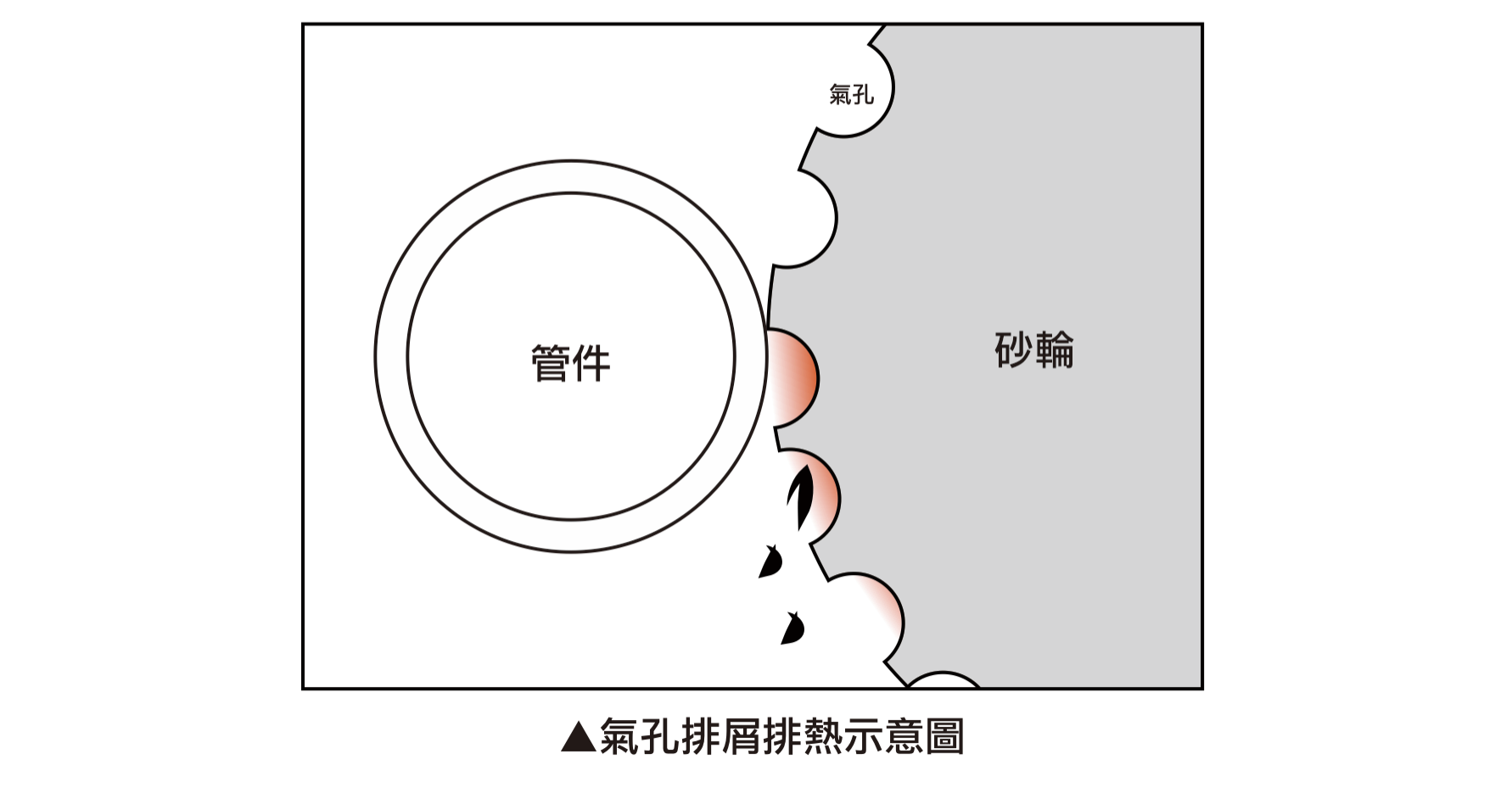
粗磨:使用切削力足夠+氣孔技術:PT2砂輪
使用硬度高的GC磨料,並且加上氣孔增加切削力!
切削力增、阻抗減、堵塞機會減少,研磨熱也會相對減少許多。
又加上氣孔可以釋放熱能。
多數的研磨熱排除後,管件不易膨脹,震動問題得以改善。
而同時,氣孔也可提供碎屑藏身的空間,
使碎屑刮傷工件的機會降低,面粗度便可提升。
★額外好處:放大氣孔減少了堵塞機會,修整的次數、以及修整帶來的砂輪磨耗,相對都減少了!
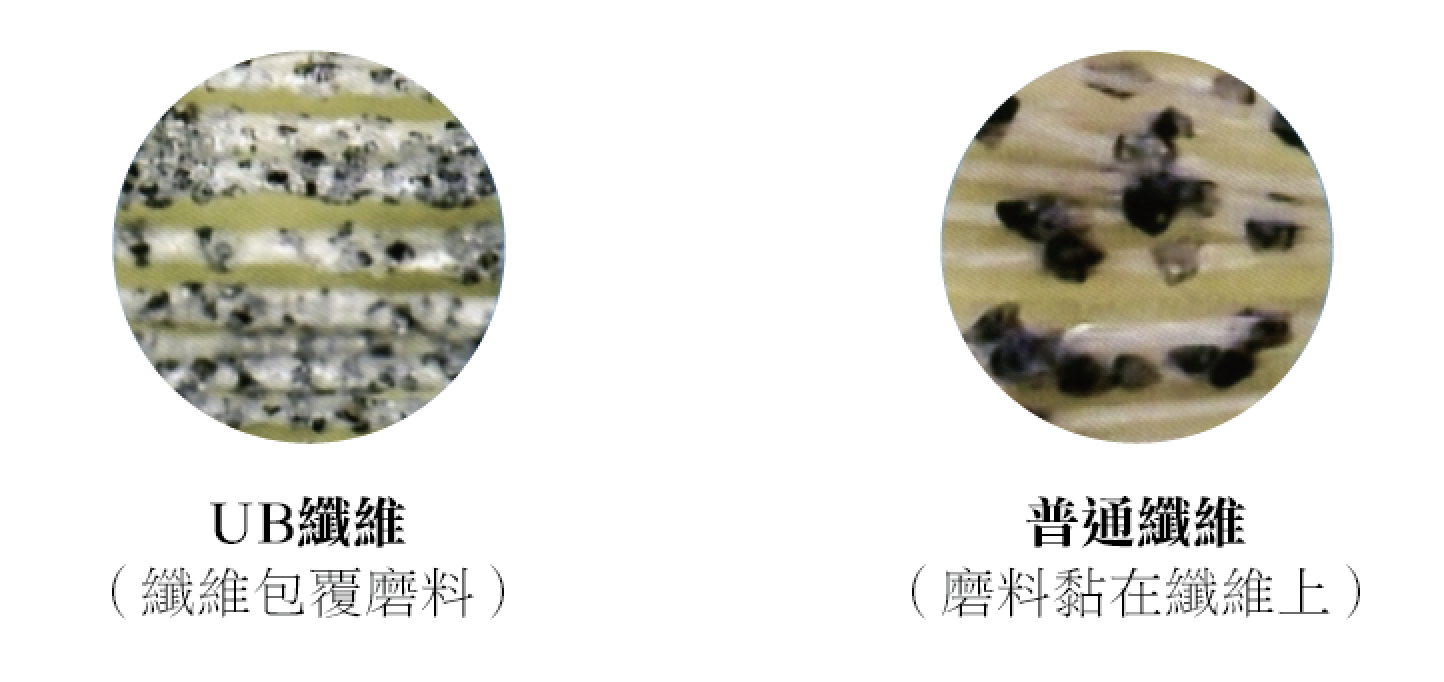
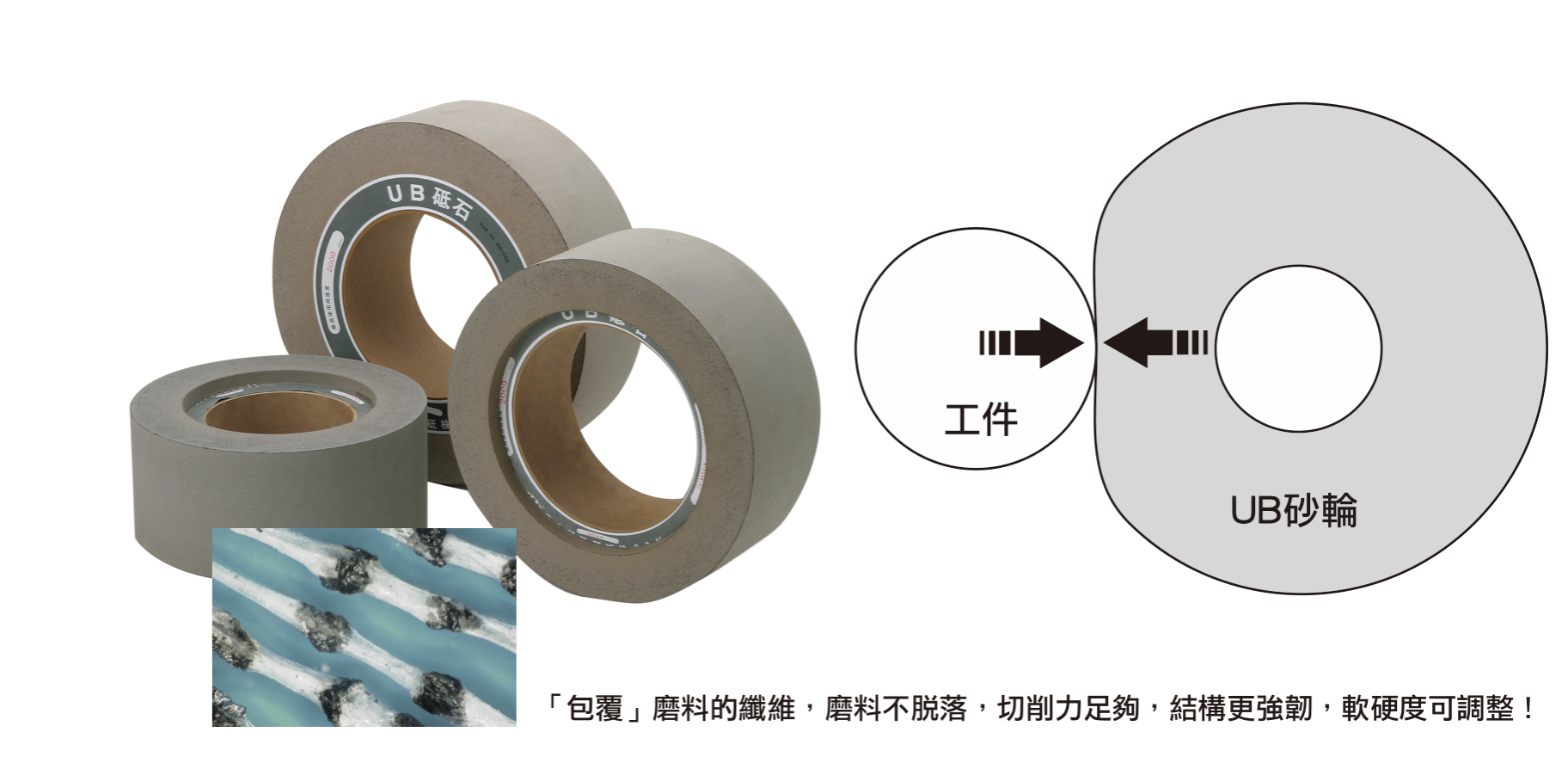
細磨:適當的切削力+彈性設計:UB砂輪
UB砂輪具有特殊的彈性設計及磨料纖維,
比一般的砂輪還要柔軟,可吸收多餘的震動,穩定且均勻的研磨。
特殊的纖維,將磨料包覆在纖維裡,有適當的切削力,
卻有效減少刮傷、掉砂的不良率。修整頻率低,加工效率高。
★額外好處:當前段粗磨深痕減少,後段細磨又具有適當的切削力及彈性效果,
便可快速且有效地達到均勻的表面。越均勻、越輕省,工序有從8道漸少至5~4道的可能性。
案件一、鋁管(Ø11)
磨床品牌:鍵和12型
工件尺寸:長114*外徑11
第一道(粗)
使用砂輪:TEIKEN PT2砂輪#120
進刀量:0.045mm*2次=0.09mm
所得面粗度:Ra=0.492μm,Ry=3.309μm
第二道(細)
使用砂輪:UB砂輪 #800
進刀量:0.01mm*1次=0.01mm
所得面粗度:Ra=0.162μm,Ry=1.623μm
總研磨量=0.10mm(10條)

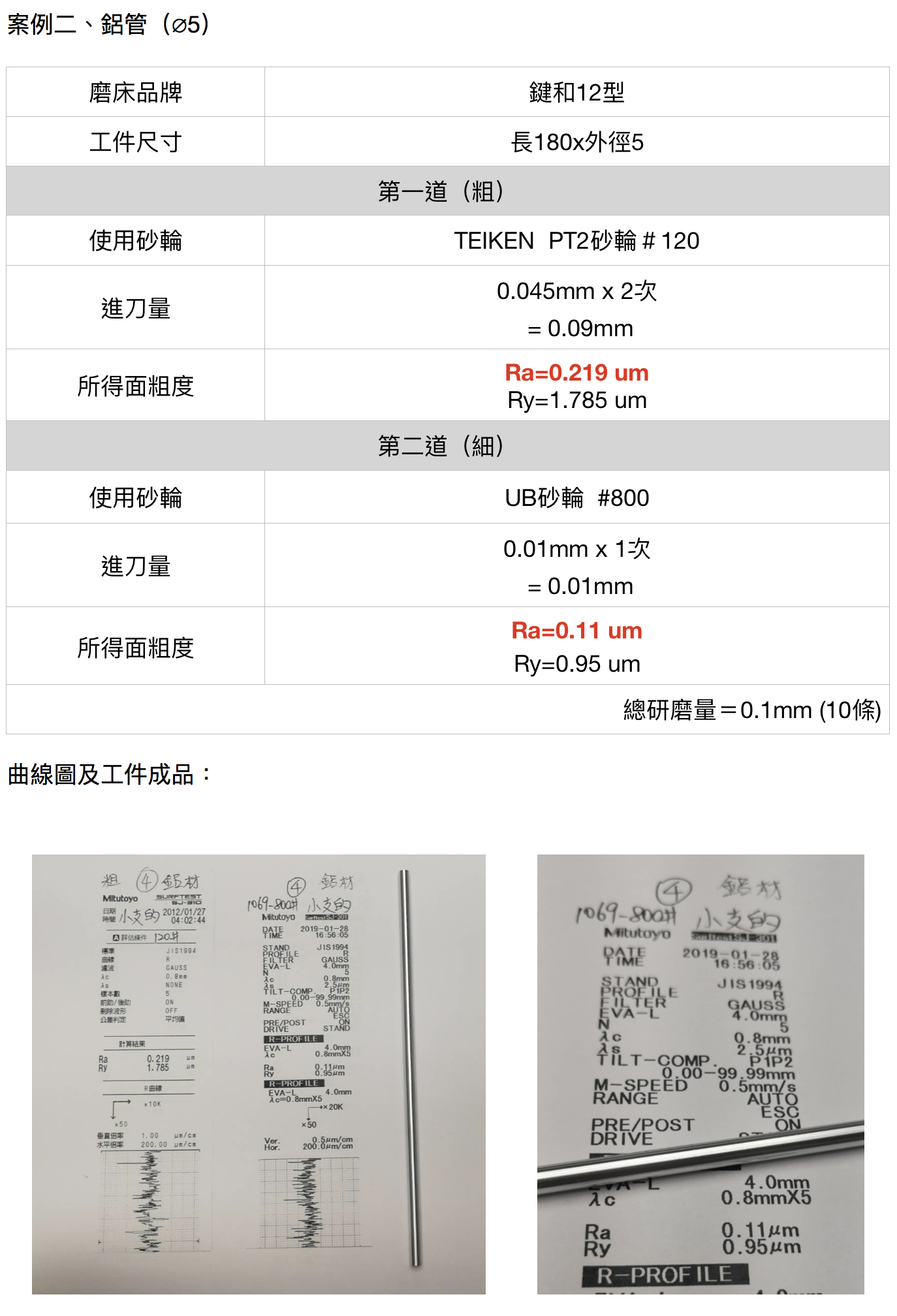
案例二、鋁管(Ø5)
磨床品牌:鍵和12型
工件尺寸:長180*外徑5
第一道(粗)
使用砂輪:TEIKEN PT2砂輪#120
進刀量:0.045mm*2次=0.09mm
所得面粗度:Ra=0.219μm,Ry=1.785μm
第二道(細)
使用砂輪:UB砂輪 #800
進刀量:0.01mm*1次=0.01mm
所得面粗度:Ra=0.11μm,Ry=0.95μm
總研磨量=0.10mm(10條)
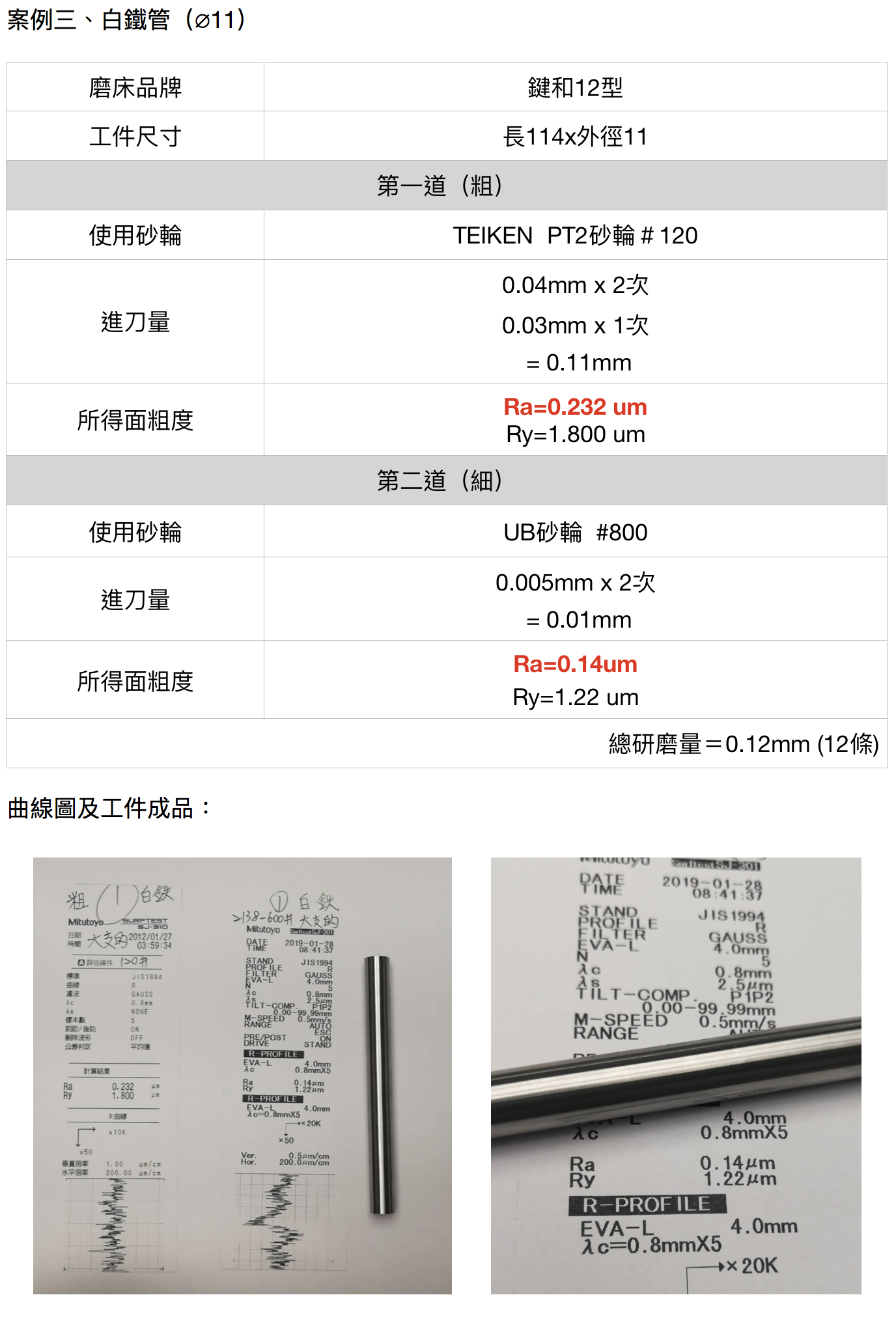
案例三、白鐵管(Ø11)
磨床品牌:鍵和12型
工件尺寸:長114*外徑11
第一道(粗)
使用砂輪:TEIKEN PT2砂輪#120
進刀量:0.045mm*2次=0.09mm
所得面粗度:Ra=0.219μm,Ry=1.785μm
第二道(細)
使用砂輪:UB砂輪 #800
進刀量:0.05mm*2次=0.01mm
所得面粗度:Ra=0.14μm,Ry=1.22μm
總研磨量=0.12mm(12條)
案例四、白鐵管(Ø5)
磨床品牌:鍵和12型
工件尺寸:長180*外徑5
第一道(粗)
使用砂輪:TEIKEN PT2砂輪#120
進刀量:0.04mm*2次,0.03mm*1次=0.11mm
所得面粗度:Ra=0.232μm,Ry=1.800μm
第二道(細)
使用砂輪:UB砂輪 #800
進刀量:0.05mm*2次=0.1mm
所得面粗度:Ra=0.14μm,Ry=1.22μm
總研磨量=0.12mm(12條)

產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678 或 22950405(無心與內外圓研磨諮詢專用)
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
