
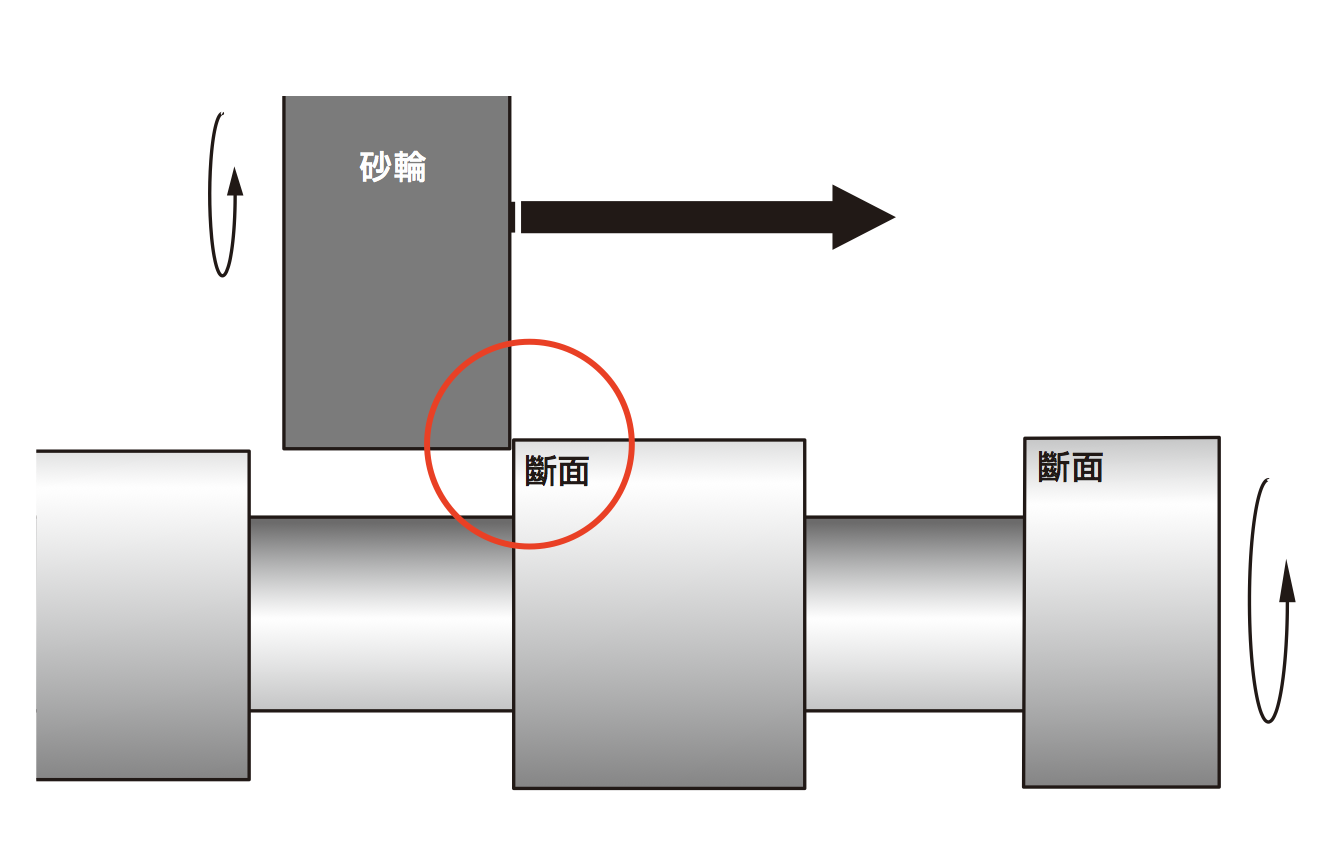
斷續研磨:砂輪消耗過快,尺寸精度不佳?
斷續研磨指的是:研磨工件的表面呈現「不連續」的狀態,
這類研磨的困難點在於:每次砂輪經過斷面時,研磨阻力高,砂輪受撞擊力大,
就像是一次次的刮除砂輪,造成砂輪的消耗非常快。
砂輪消耗快,便會造成進刀量不好控制,研磨的尺寸精度不良、公差過大。
所以當遇到斷續研磨,可以由 ①磨料 ②硬度及氣孔 來進行調整與選擇。
①磨料選擇
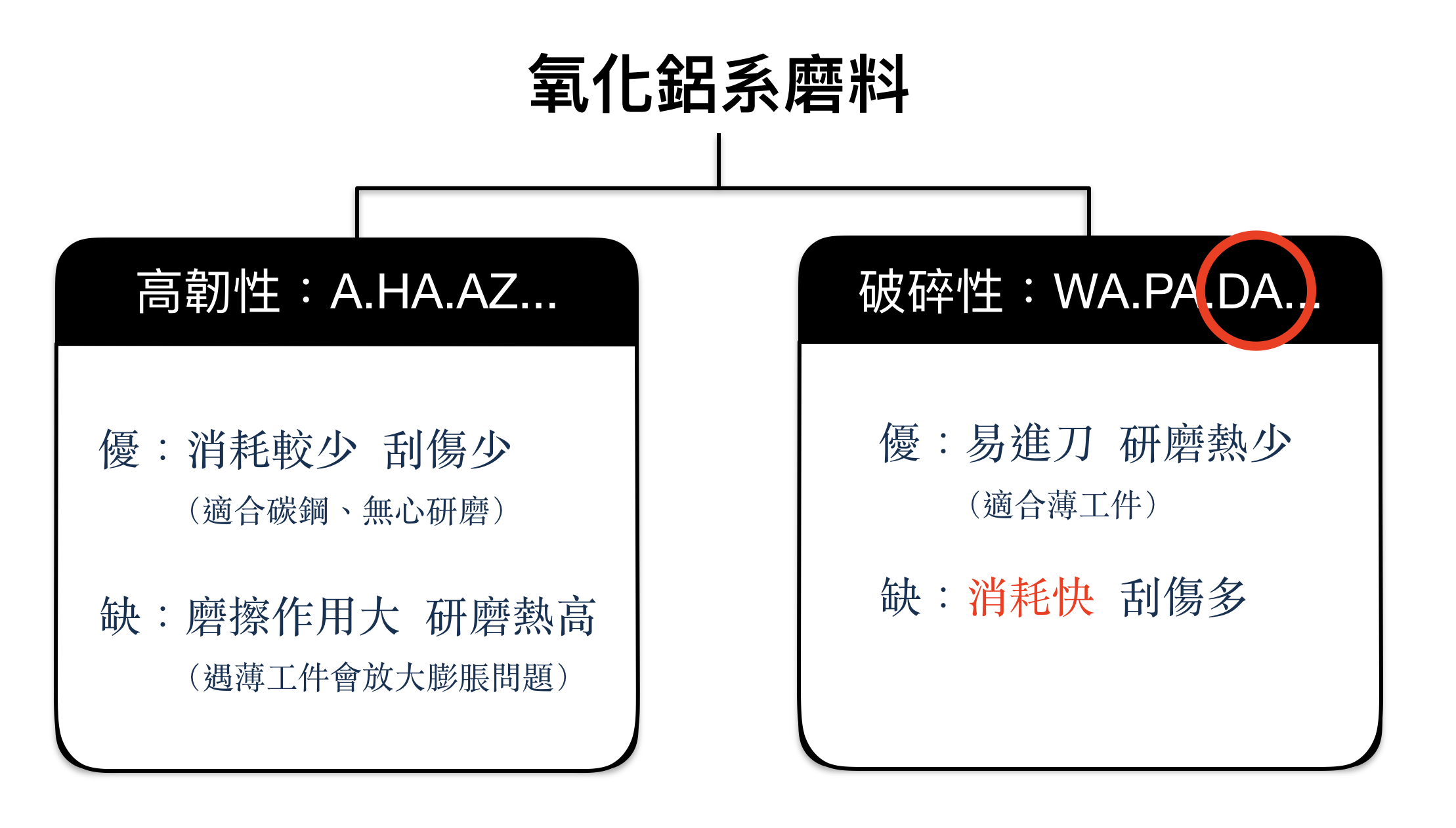
氧化鋁系磨料
高韌性:A.HA.AZ.....
優:消耗較少,刮傷少(適合碳鋼、無心研磨)
缺:摩擦作用大,研磨熱高(愈薄工件會放大膨脹問題)
破碎性:WA.PA.DA.....
優:易進刀,研磨熱少(適合薄工件)
缺:消耗快,刮傷多
若想要得到較好的尺寸精度,通常會選用「高破碎性」的磨料,
因為其高自銳性的特質,磨料銳利、好進刀
可以得到良好的研削比數據。(研削比)
但當遇到斷續研磨時,這項優點卻變成了缺點。

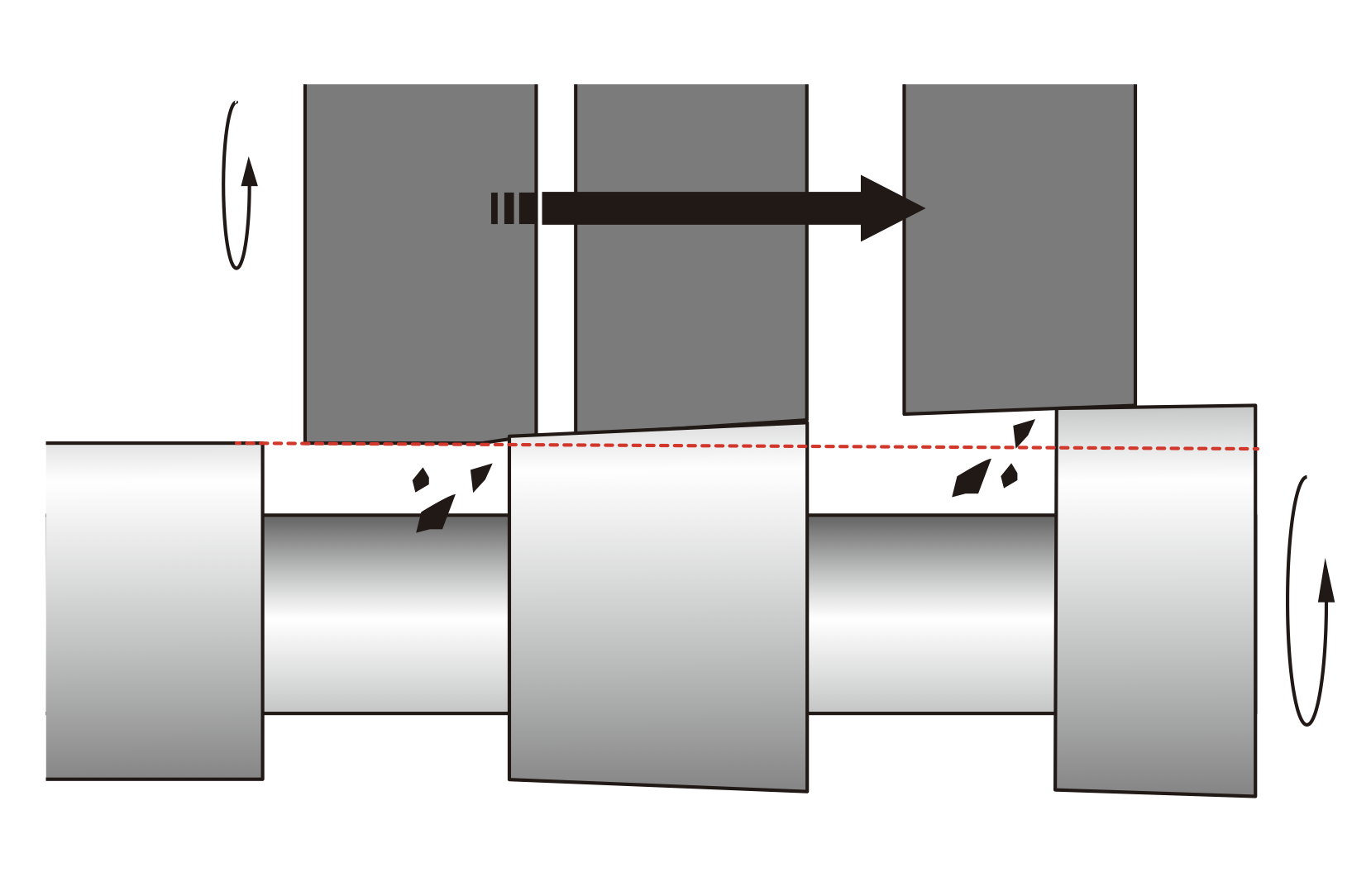
「高破碎性」的DA磨料,具有「自鋭性高、容易進刀、研磨熱少」的特性,但也同時伴隨著「高消耗性」的缺點。
高消耗性加上斷面所造成的刮除作用,造成砂輪磨耗得非常快速。
砂輪消耗過快,尺寸精度控制不易,公差難以控制。
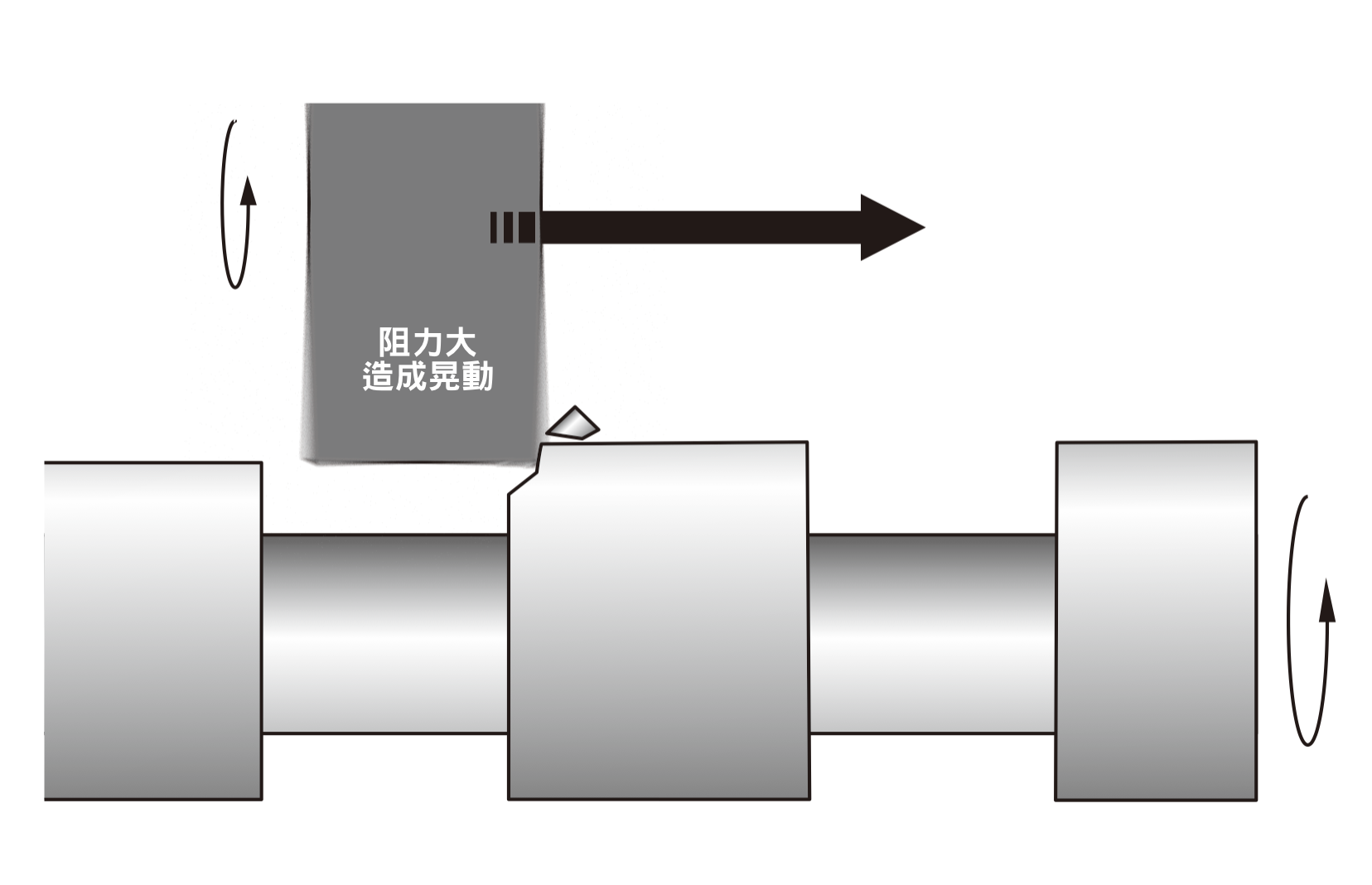
所以這時候如果想要維持精度,就需要使用「高韌性」的磨料以減少砂輪消耗。
但是這又延伸出了摩擦阻力大、研磨熱高的問題。
因為阻力大,研磨斷面時就更不好進刀,因此產生撞擊和震動,對工件造成傷害。
這樣看來,單使用一種特性的磨料都無法兼顧精度及研磨熱的問題?
★磨料解方
建議可行的方法是:將兩種不同特性的磨料混合,截長補短、兩者互補。
高韌性磨料維持砂輪保持力、高破碎性磨料維持良好切削力,綜合特性以改善目前矛盾的問題。

②硬度及氣孔
外圓研磨若加上有斷續研磨的部分,建議會將硬度會提高也減少氣孔的量。
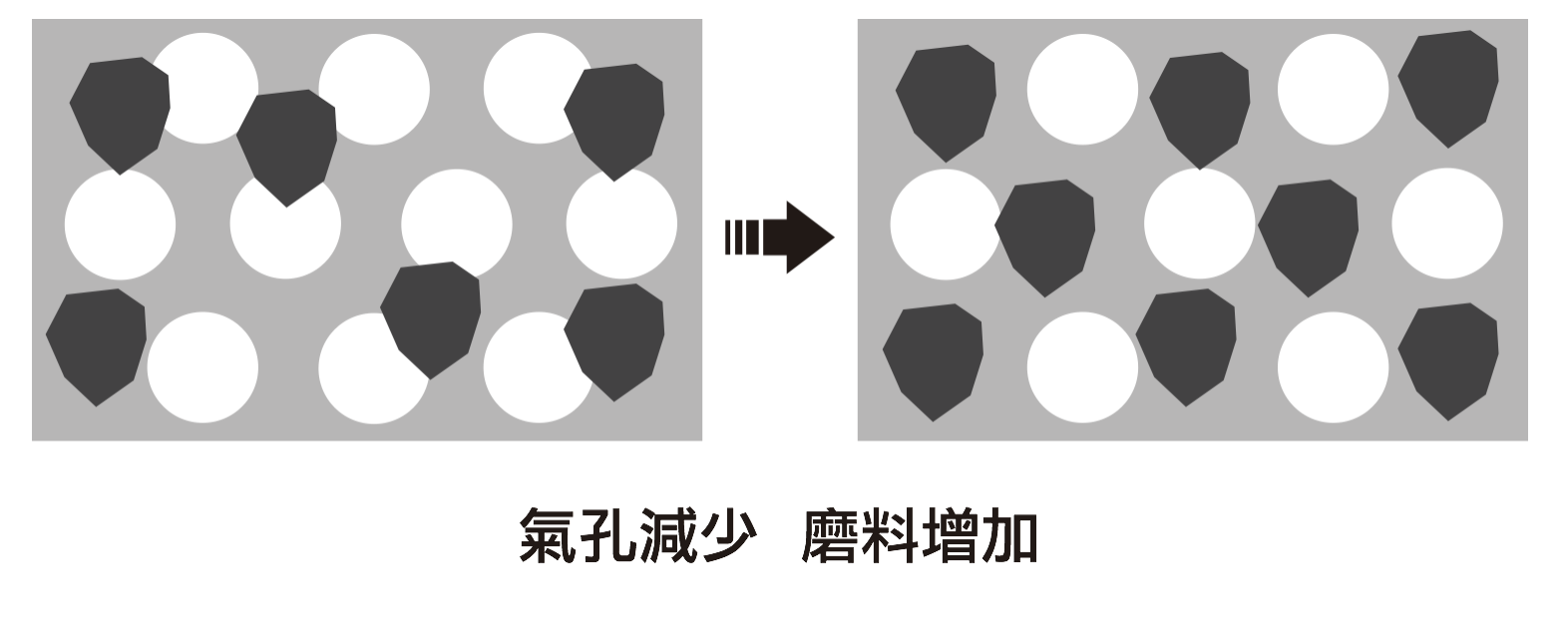
也就是讓砂輪提升保持力、增加磨料組織密度,以增加保持力。(EX:硬度從L調應至M,組織從7調低至6。)
可以將砂輪想像成汽車輪胎,當通過有坑洞的路面,會對輪子造成衝擊,
而衝擊會讓磨料脫落,如果磨料本來就是高破碎型,就會因為衝擊力而「加快」破碎。
所以除了調整磨料外,也需要調整硬度和組織,讓砂輪的保持力增加。
硬度提高可以降低磨料脫落速度,加強結合劑的保持力。
組織調降讓氣孔減少,相對的磨料增加,可以適度補足磨耗的問題。
另外,將磨料的粒度調細,也是同樣的道理。但並不建議此法。(原因如下)
★調細粒度可能有的問題
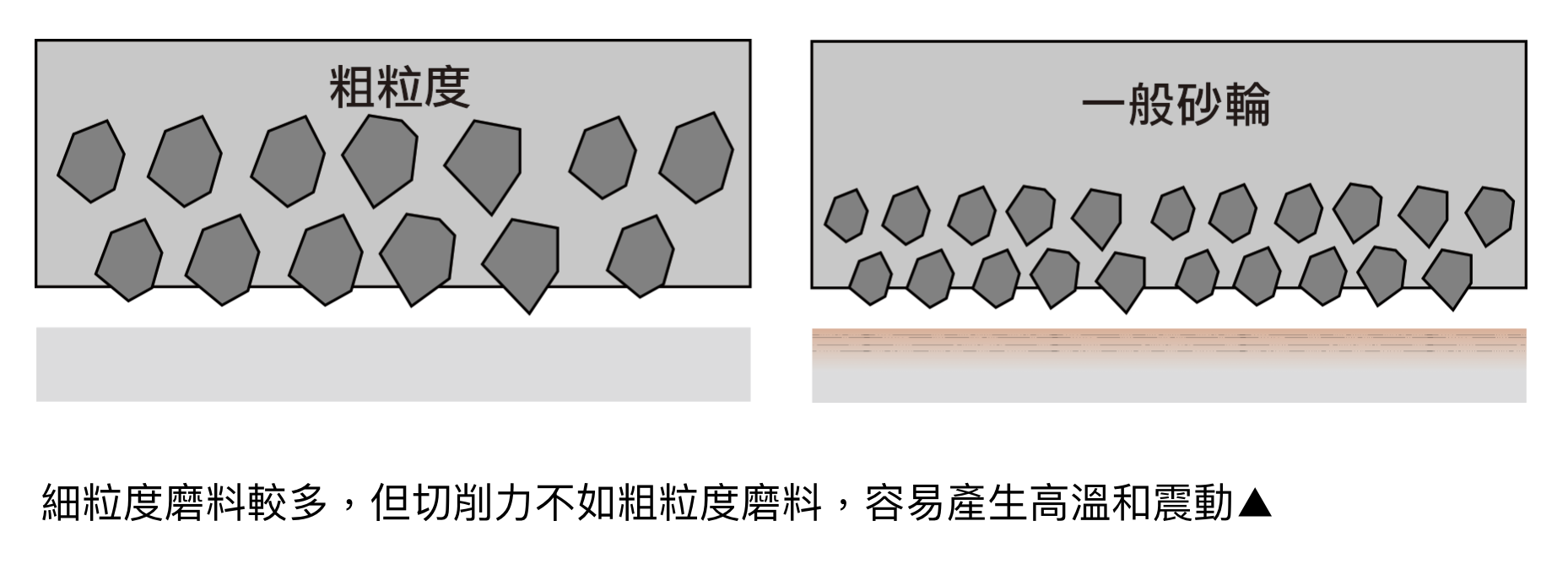
雖然將粒度調細,可以等同於組織變密、磨料變多,可以提升保持力。
但細粒度的磨料的切削力較差,在遇到阻力大的斷面時,會切不下去。進而產生撞擊震動、溫度提高。
在沒有要求很細的面粗度的粗磨階段,使用#60或#80即可,
其他部分由調整規格來改善,會較為妥當。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678 或 22950405(無心與內外圓研磨諮詢專用)
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
