
外圓研磨基本上可區分為兩種方法。
兩種研磨方式示意:
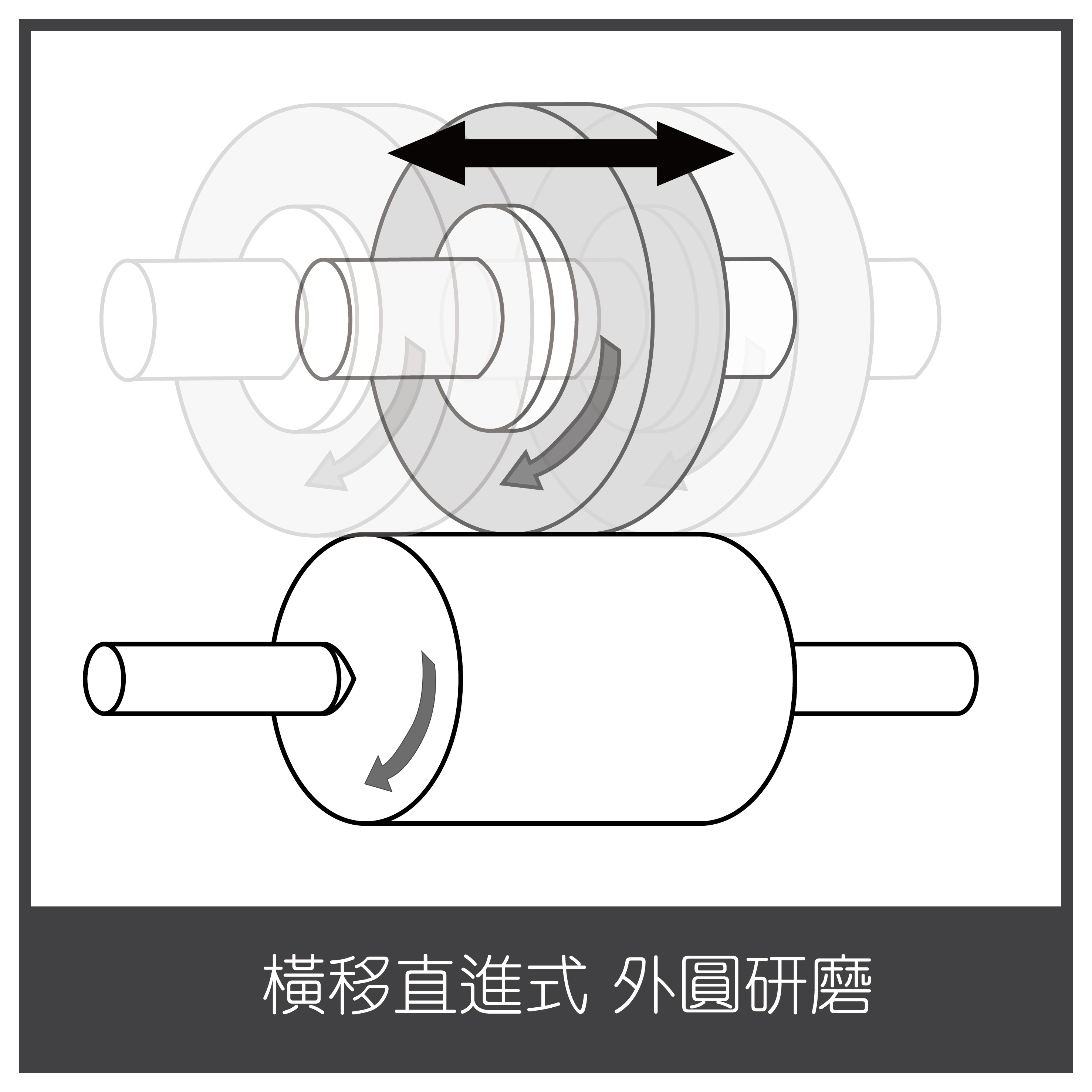
橫進研磨(Traverse grinding):
表示順著砂輪軸方向,橫向移動進給的磨削作業

直進研磨 (plunge grinding):
沒有橫移動作,砂輪直接接觸加工物件,並作同向轉動
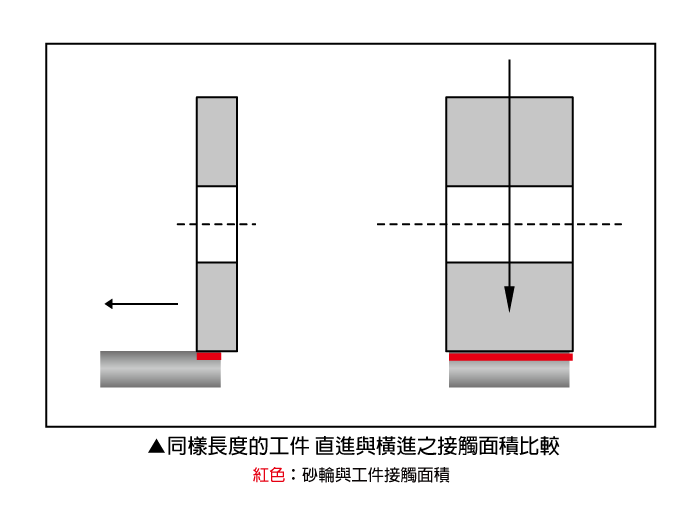
研磨結果比較:
如上圖所示,橫進的方式研磨時,砂輪順著加工物件左右移動,
由於磨粒作用的方向多,因此可以得到比較好的面粗度。
通常用於較長的工件,所以也需要注意砂輪磨耗所產生的精度問題。
而在進行直進式研磨時,砂輪垂直接觸加工物件,並沒有左右移動。
由於只有單向性的磨料加工,所以面粗度相較起來較橫進式差。
通常工件長度較短,砂輪的厚度也可能較厚(視研磨範圍而定)。
直進式如何改善面粗度:
如果希望在直進式的研磨中,達到與橫向式研磨相同的面粗度的話,
可以透過調整砂輪規格來改善。
選擇的原則:
挑選粒度較細的砂輪,可同時也需要考慮到「散熱問題」。
因為直進式的研磨,砂輪與工作物件單次的接觸面積較大,
而單次停留的時間也會影響熱的產生(停越久、研磨熱越高)。
因此,砂輪的氣孔及硬度需要針對工件性質和研磨參數來調整,以免燒傷和震動的問題發生。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
