
滑軌及導軌的研磨一般可分為平面研磨及側邊成型研磨:
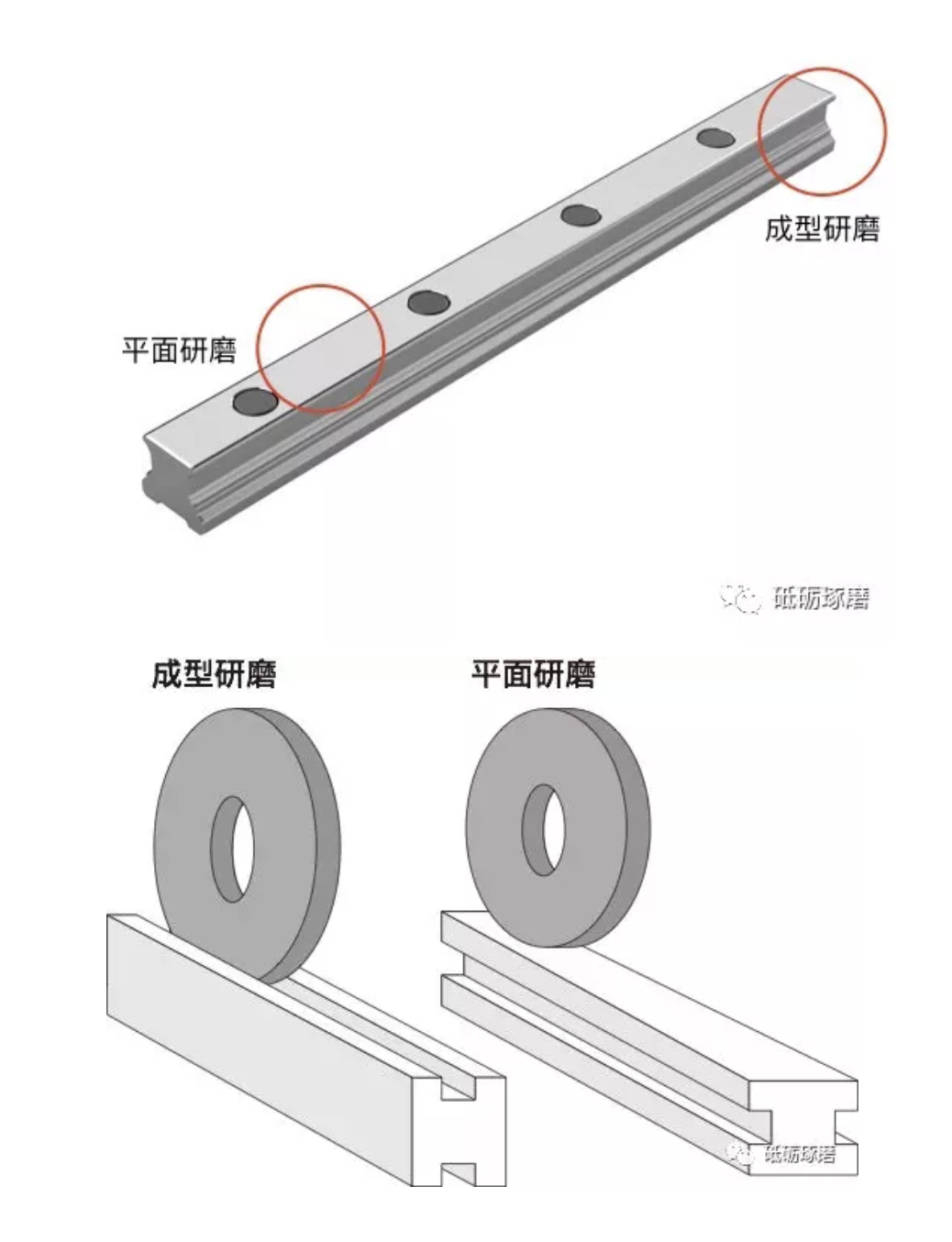
平面研磨的主要挑戰
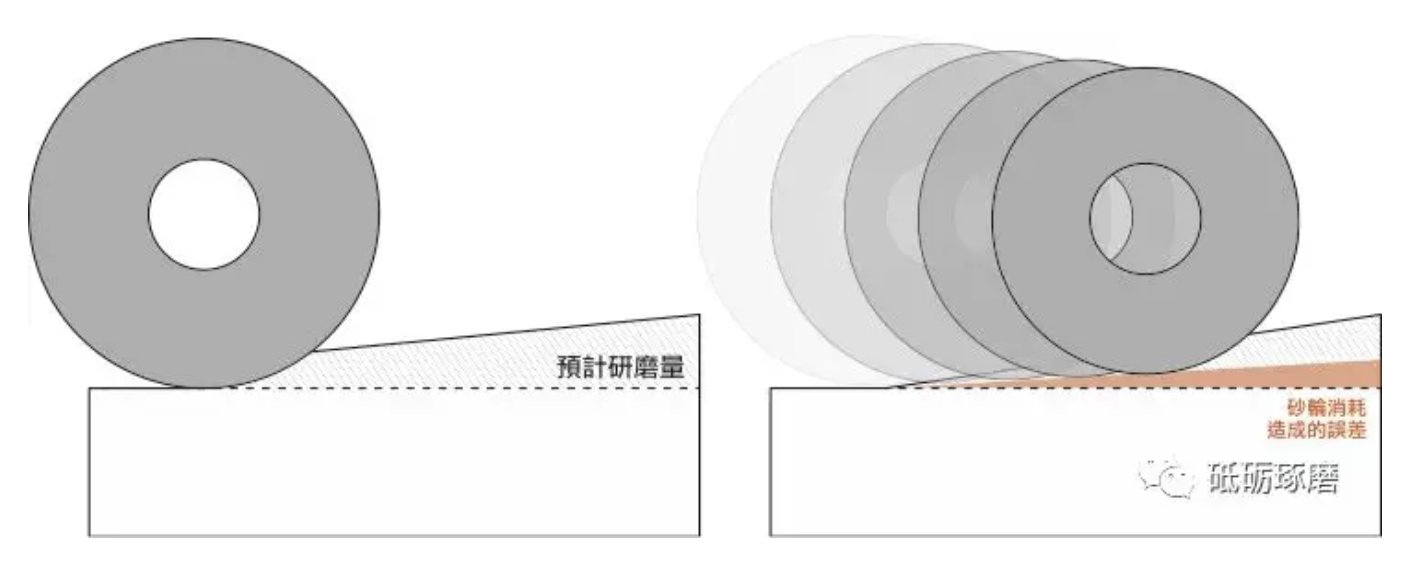
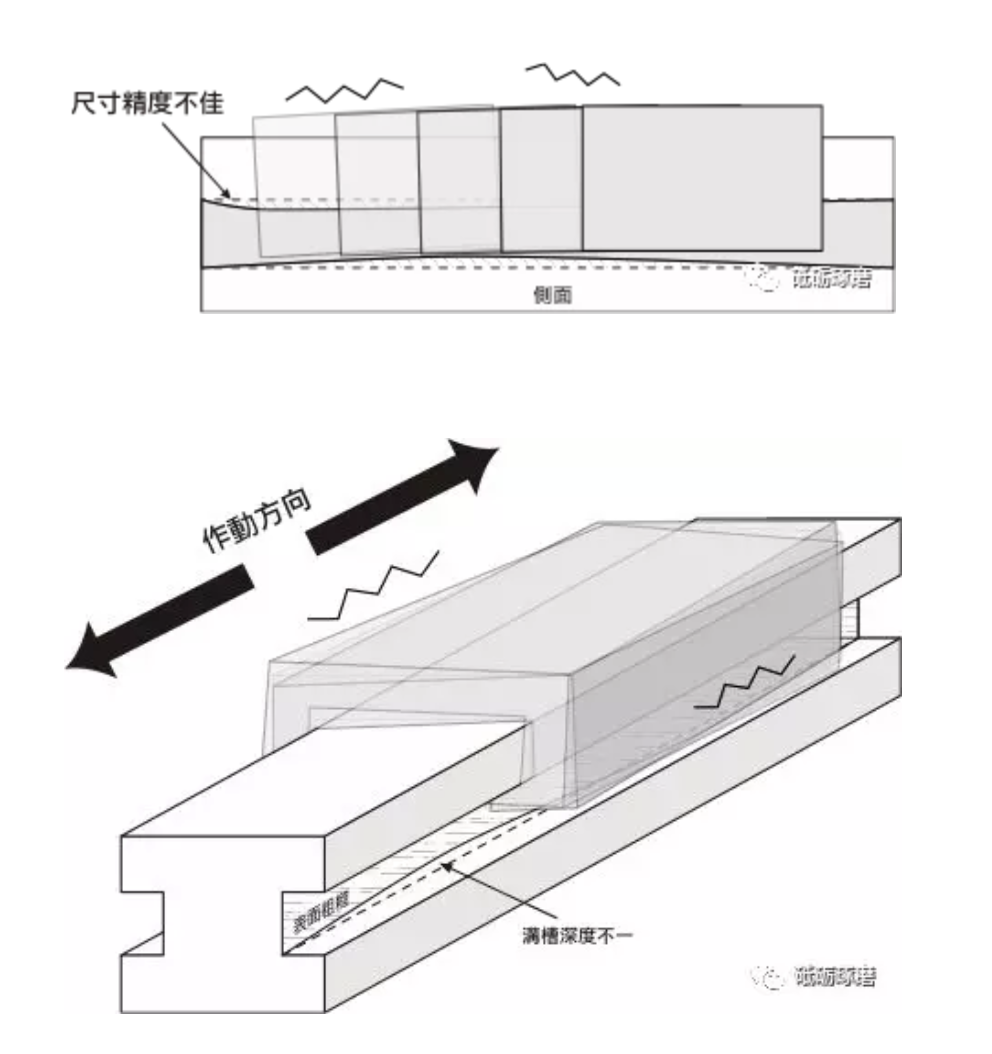
①研磨距離長
除了有些滑軌長度較長外,很多時候我們也將多個滑軌放置一起研磨。
由於研磨距離長、面積大,砂輪損耗快,尺寸精度不易保持(砂輪損耗)
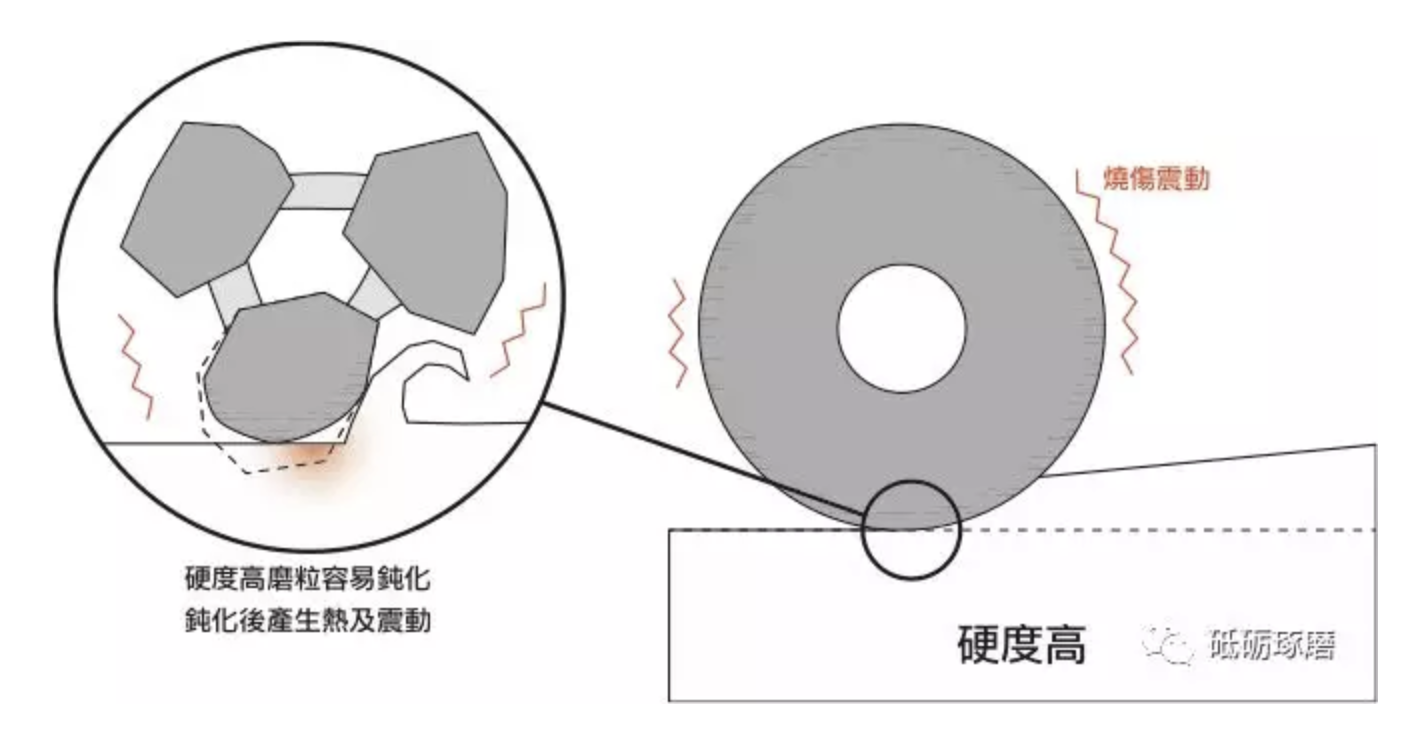
②材質硬度高
另外,滑軌材料硬度高,一般在HRC=60左右,如果磨粒自鋭效果不好、鈍化快,容易有燒傷震動的問題。
解決方法①_使用消耗少但又能保持銳利的砂輪
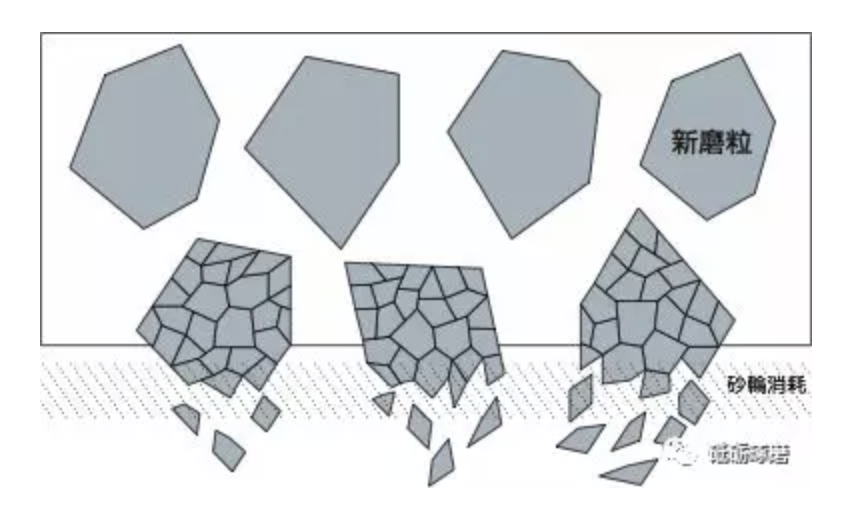
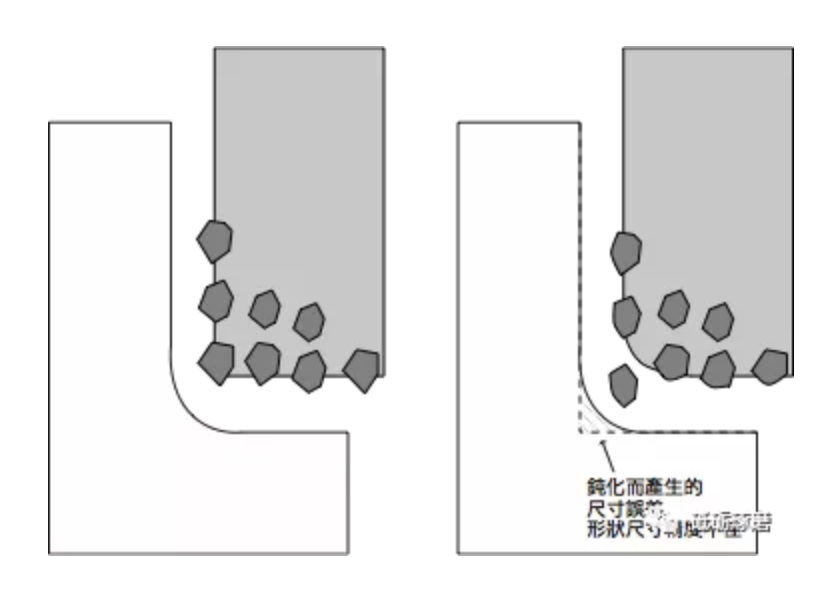
▼一般砂輪自鋭作用:鈍化的磨粒整個脫落露出新磨粒
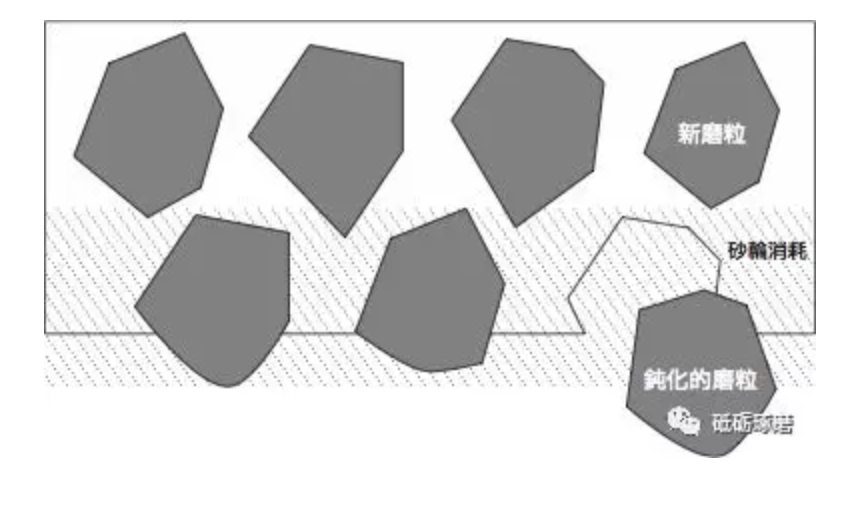
▼RZ砂輪自鋭作用:微破碎磨粒,僅消耗磨粒的部分
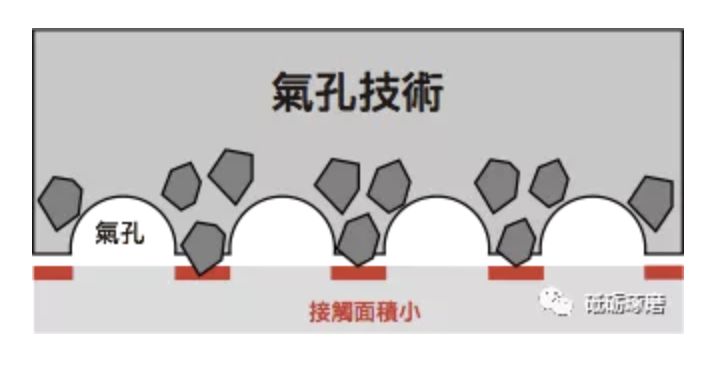
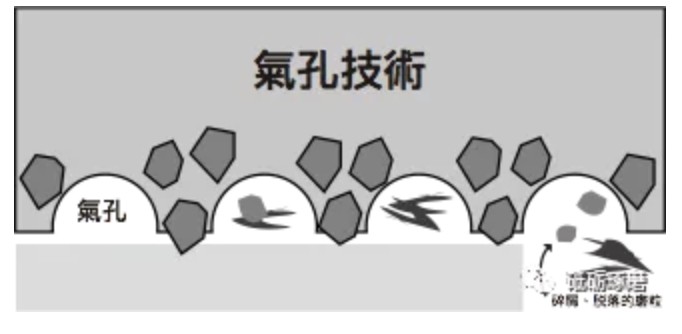
解決方法②_加強散熱:PoreTec氣孔技術
▼氣孔增加切削力:氣孔可以減少研磨阻力,切削力提升,可適當提高單次進刀量。
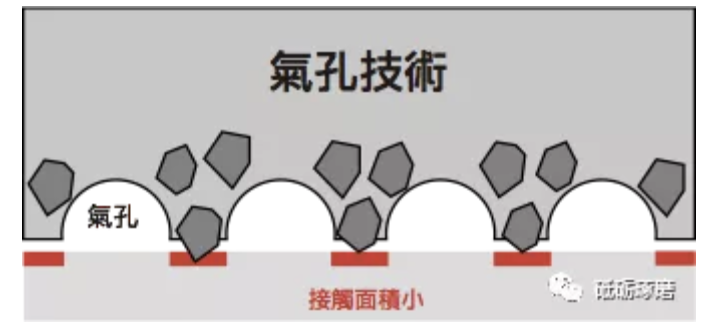
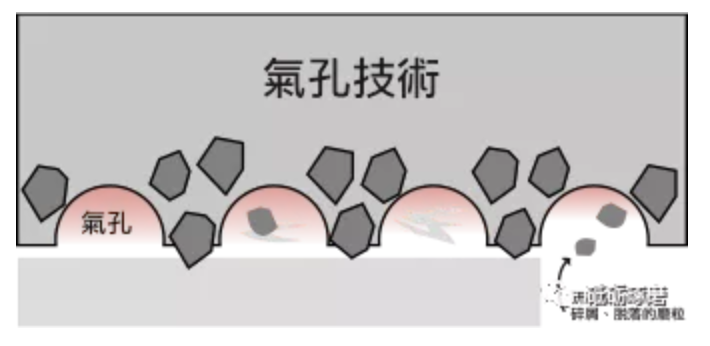
▼氣孔增加散熱力:氣孔可以將熱及碎屑帶出,砂輪不易堵塞、發熱少,比較不怕燒傷。
成型研磨的主要挑戰
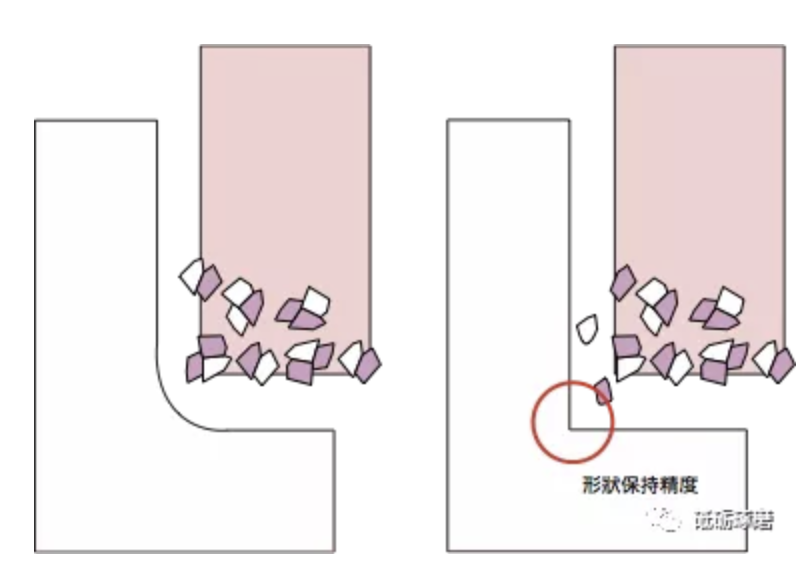
①形狀精度保持力
由於滑軌溝槽負責工件運動,溝槽的尺寸精度影響移動的穩定性。
②面粗度的改善
另外,如果滑軌的溝槽表面不夠平滑,工件運動時容易出現的微小震動,也會影響滑軌的性能。
解決方法①_保持形狀精度:保持銳利消耗少的砂輪
▼一般砂輪自鋭作用:鈍化的磨粒整個脫落,砂輪銳角鈍化
▼SPW砂輪自鋭作用:兩種磨粒相互作用,不斷銳化
解決方法②_提升面粗度:PoreTec氣孔技術
▼切削力增加:氣孔可以減少研磨阻力,研磨時可保持穩定,不會出現過深的紋路。視情況可以提高單次進刀量
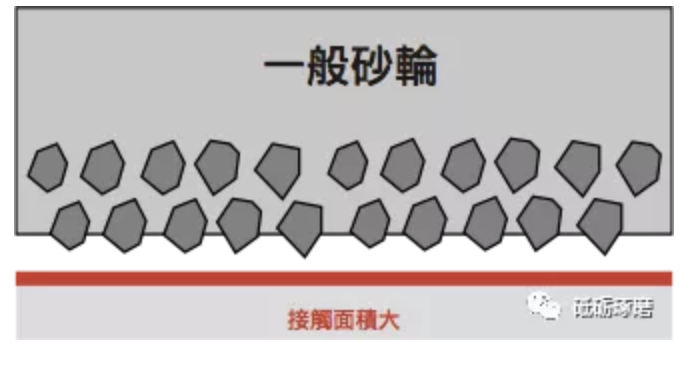
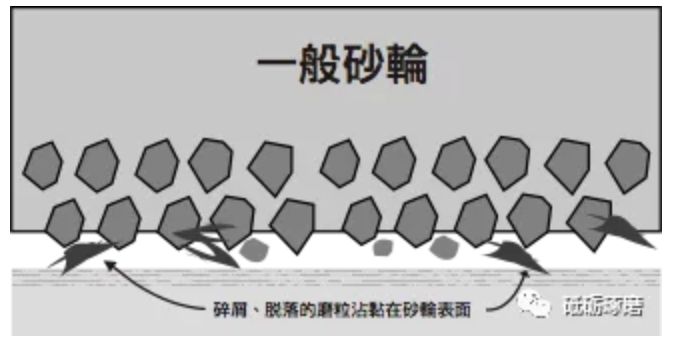
▼一般狀況:接觸面積大、阻力大,面粗度不佳
________________________________
▼排屑空間增加:氣孔提供了研磨時磨料及材料碎屑的儲藏空間,減少刮傷。
▼一般情況:碎屑沾黏,容易造成表面刮傷
重點整理
平面研磨選擇:可常保銳利又消耗少的砂輪。
成型研磨選擇:保持銳利消耗少,且具氣孔技術。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
