
SPW璀璨砂輪優點
使用氧化鋁磨料來研磨熱處理材料
一般使用WA、PA和SA 有多結晶和單結晶等不同的種類 ,有些硬、有些脆各有不同的特性,
璀璨結合了各種不同氧化鋁的特性,得到很高的性能表現,
由於未使用昂貴陶瓷磨粒又能減少修整次數,因此可降低成本。
SPW璀璨砂輪簡介
前言
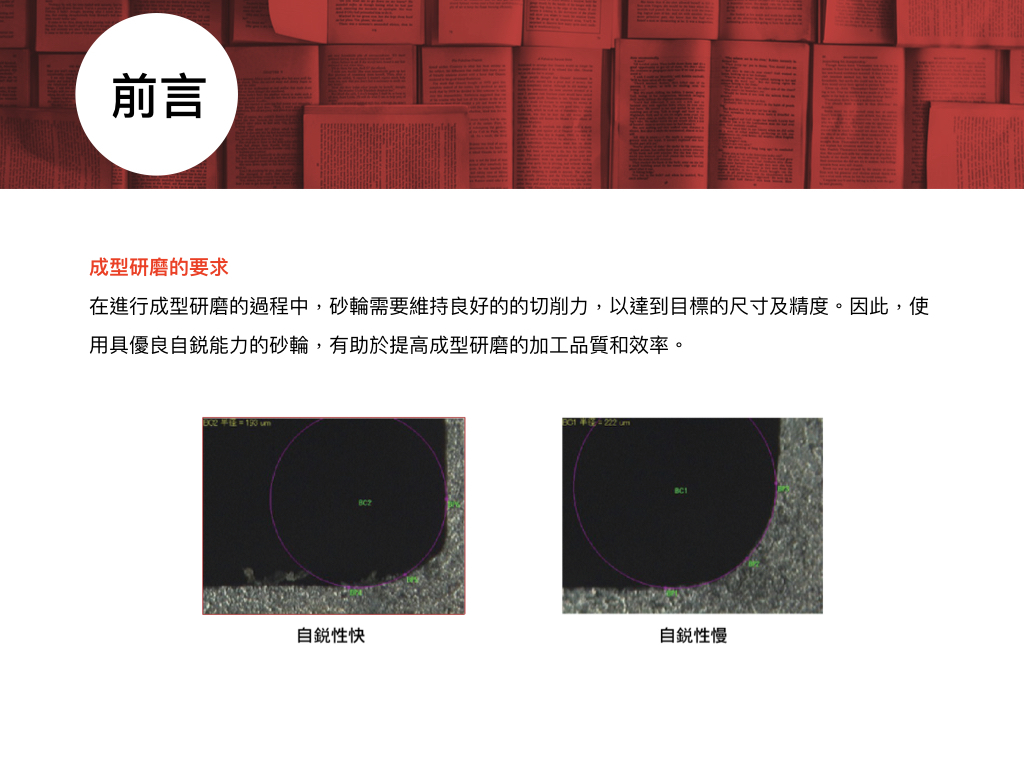
成型研磨的要求
在進行成型研磨的過程中,砂輪需要維持良好的切削力,以達到目標的尺寸及精度,
因此,使用優良自銳能力的砂輪,有助於提高成型研磨加工品質和效率。
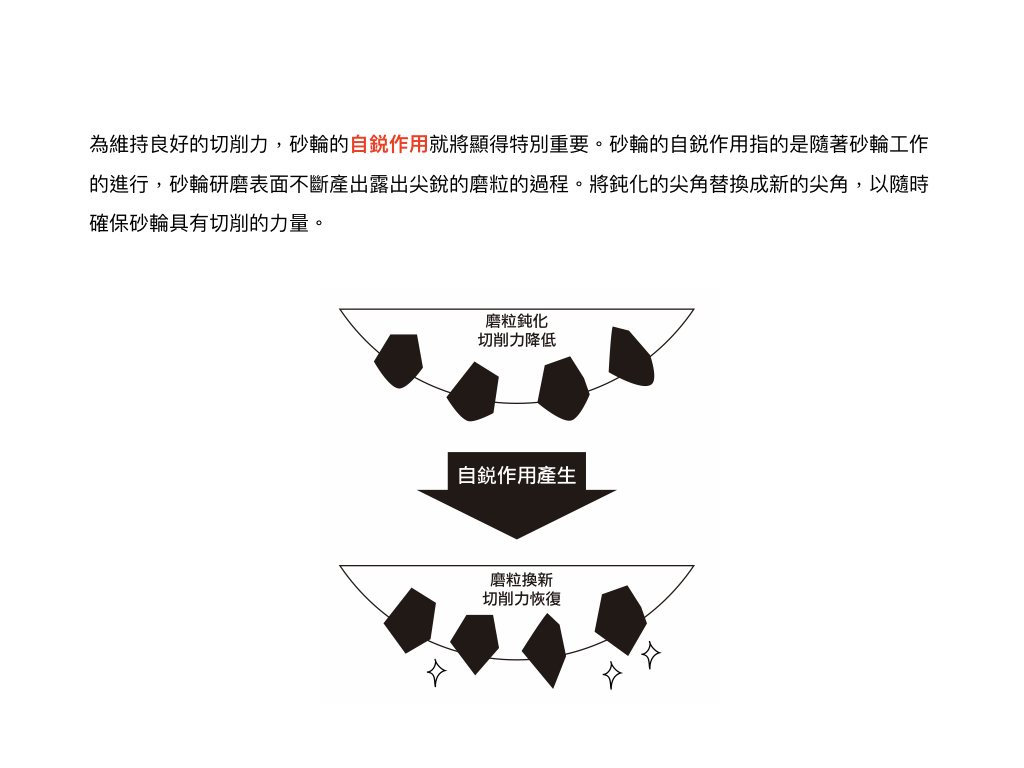
為維持良好的切削力,砂輪的自銳作用就將顯得特別重要。
砂輪的自銳作用指的是隨著砂輪工作的進行,砂輪研磨表面不斷產出露出尖銳的磨粒的過程。
將鈍化的尖角替換成新的尖角,以隨時確保砂輪具有切削的力量。
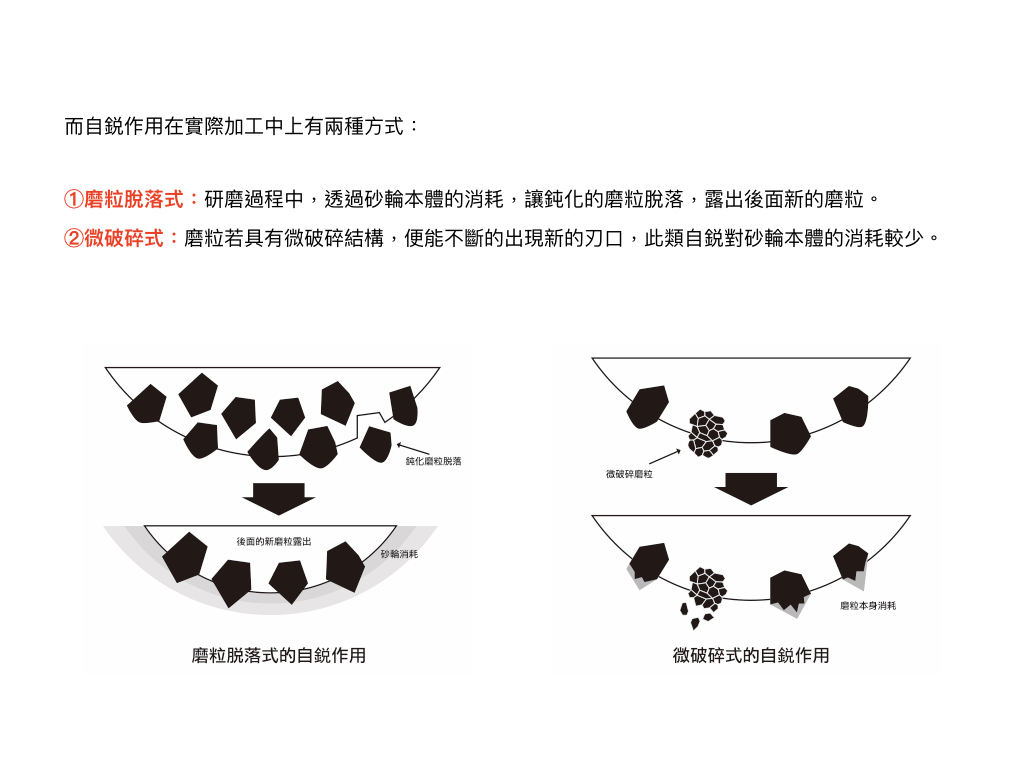
而自銳作用在實際上中上有兩種方式:
1.磨粒脫落式:研磨過程中,透過砂輪的消耗,讓鈍化的磨粒脫落,露出後面新的磨粒。
2.微破模式:磨粒若具有微破碎結構,便能不斷出現新的刃口,此類自銳對砂輪本體消耗較小。
實例探討
針對上述的兩種不同的自銳作用理論,我們進行了相關的研磨測試。在實例中,我們發現了一件有趣的問題。
以值觀的想法,微破碎結構的陶瓷磨料所進行的自銳作用對砂輪本體的消耗較少,理應有助於成型研磨的形狀保持力。但是經過實際的測試後,結果卻不如預期?
針對此問題,我們進行了測試紀錄和觀察。而得出了以下結論:
微破碎結構的自銳作用,需要較強的力量才能產生。若是無法順利進行,會產生較大的研磨阻力,進而對磨床造成負擔。
案例說明
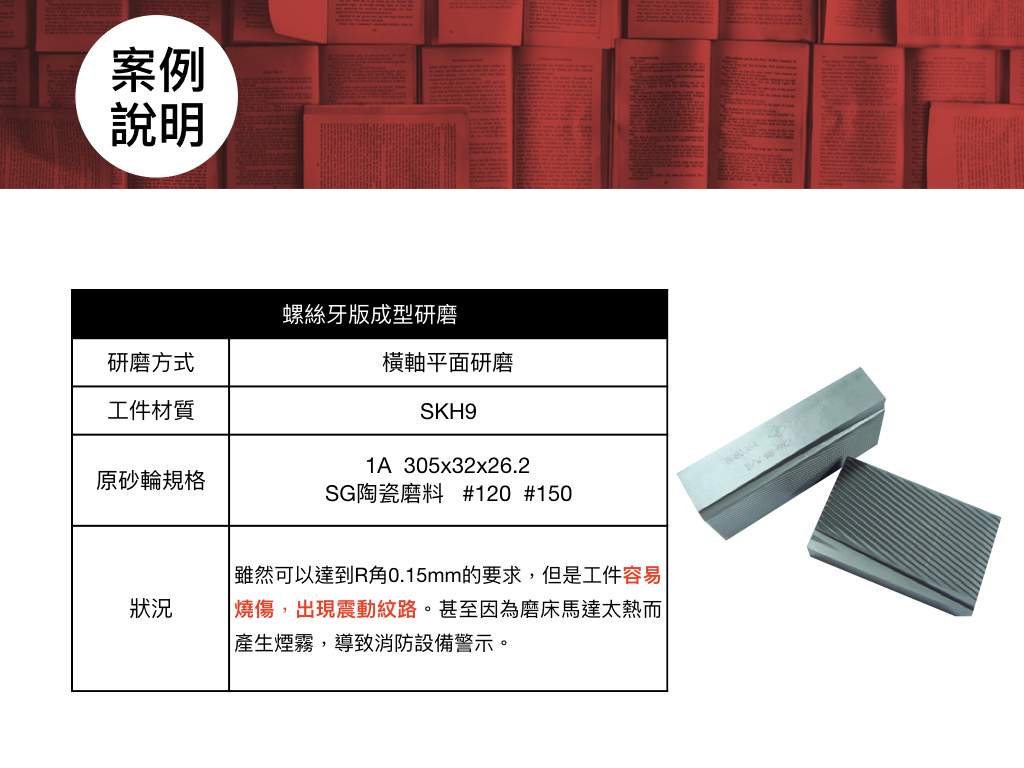
螺絲牙版成型研磨
研磨方式:橫軸平面研磨
工件材質:SKH9
原砂輪規格:1A 305*32*26.2 SG陶瓷磨料#120#150
狀況:雖然可達到R角0.15mm的要求,但是工件容易燒傷,出現震動紋路。甚至因為磨床馬達太熱而產生煙霧,導致消防設備警示。
分析原因:
由於SG陶瓷微破碎磨粒的崩解需要足夠的扭力推動,加上多刃口的特性,容易造成磨床的負載提高。
研磨阻力太高,也使得砂輪再研磨過程中出現類似偏心的擺動狀況,所以造成了震動的紋路,甚至進而產生燒傷的問題。

解決方案評估
推判問題是因為磨料特性而造成磨床負載。因此,將磨料由原先的SG磨料替換成其他氧化鋁系磨料。
選擇替換:SPW磨料。
SPW磨料是非微破碎結構的氧化鋁磨料,同樣擁有良好的自銳性能,而且研磨阻力較小,研磨溫度也低,雖然砂輪消耗速度相對於SG磨料的刷輪快,
但透過結合劑的調整(使用V30),預計可以有效彌補砂輪消耗的缺點。
測試結果
在轉速操作參數不鰾的狀況下,使用SPW磨料的砂輪依舊可以達到目標尺寸精度,而且切削力反而覺得提高了。
研磨溫度降低,磨床的負載也降低,不再有冒煙的情況發生。
除此之外,修整的過程有較容易,鑽石滾輪修整企的消耗減少,是意料之外的一大驚喜。

結論
SG這類微破碎結構的陶瓷磨料,是性能最高的氧化鋁係磨料。
然而,仍然須藥就研磨條件、磨床設備等客觀條件,來決定是否適合加以應用。
否則,不但達不到預期效果,反而會造成磨床壽命縮短以及故障提高等風險。
在這種情況下,以SPW砂輪替代是一個可行且具有實質效果的解決方案。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678 或 22950405(無心與內外圓研磨諮詢專用)
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
