
第一階段:研磨
推薦使用比一般氣孔砂輪更大的「獨立氣孔」砂輪
目的在於解決砂輪堵塞所造成的毛刺及研磨痕跡,形成更加平整的表面,以利後續拋光。
上一期:如何研磨橡膠滾輪至平滑的表面?(一)問題篇
我們分析了,在研磨橡膠滾輪時需要注意的幾點。
那在砂輪的選擇上,要怎麽選才能夠達到前述的重點呢?
---------------------------------------------------------------------
第一階段:研磨
推薦使用比一般氣孔砂輪更大的「獨立氣孔」砂輪
目的在於解決砂輪堵塞所造成的毛刺及研磨痕跡,形成更加平整的表面,以利後續拋光。
獨立氣孔技術
①解決氣孔、粒度與砂輪結構的矛盾
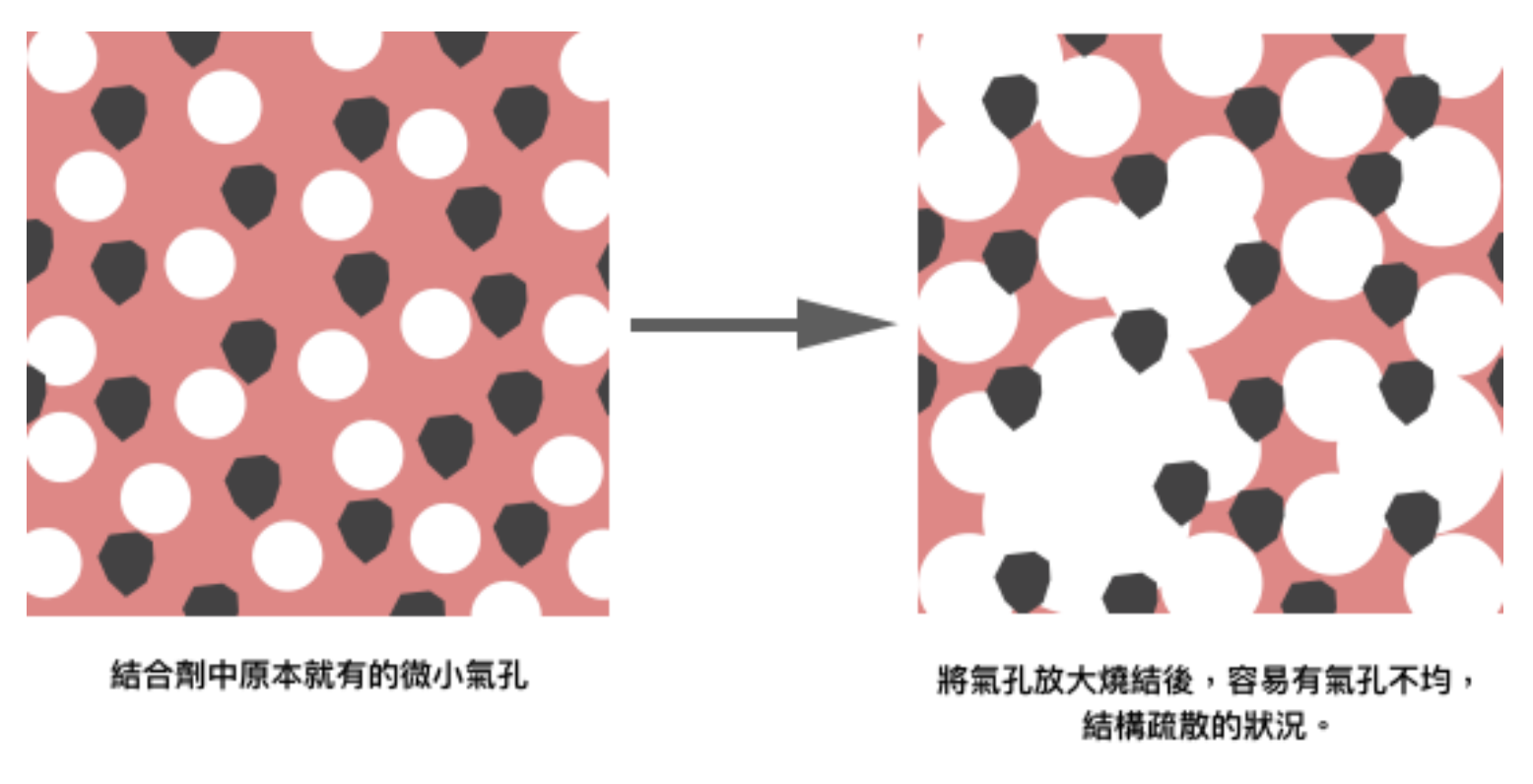
為了解決散熱問題,我們需要把砂輪的氣孔盡可能放大來散熱及排屑
但是一般情況下,如果氣孔放大,砂輪的結合劑便減少了,結合強度就會減弱
而且氣孔的分散技術是很困難的,如果氣孔分散不均
除了容易造成砂輪結構不強,而有破裂風險外
也會因為砂輪各部位密度差異不同,造成砂輪動平衡不好控制的問題
加上容易堵塞、研磨溫度高的背景,更強化了砂輪破裂的風險。
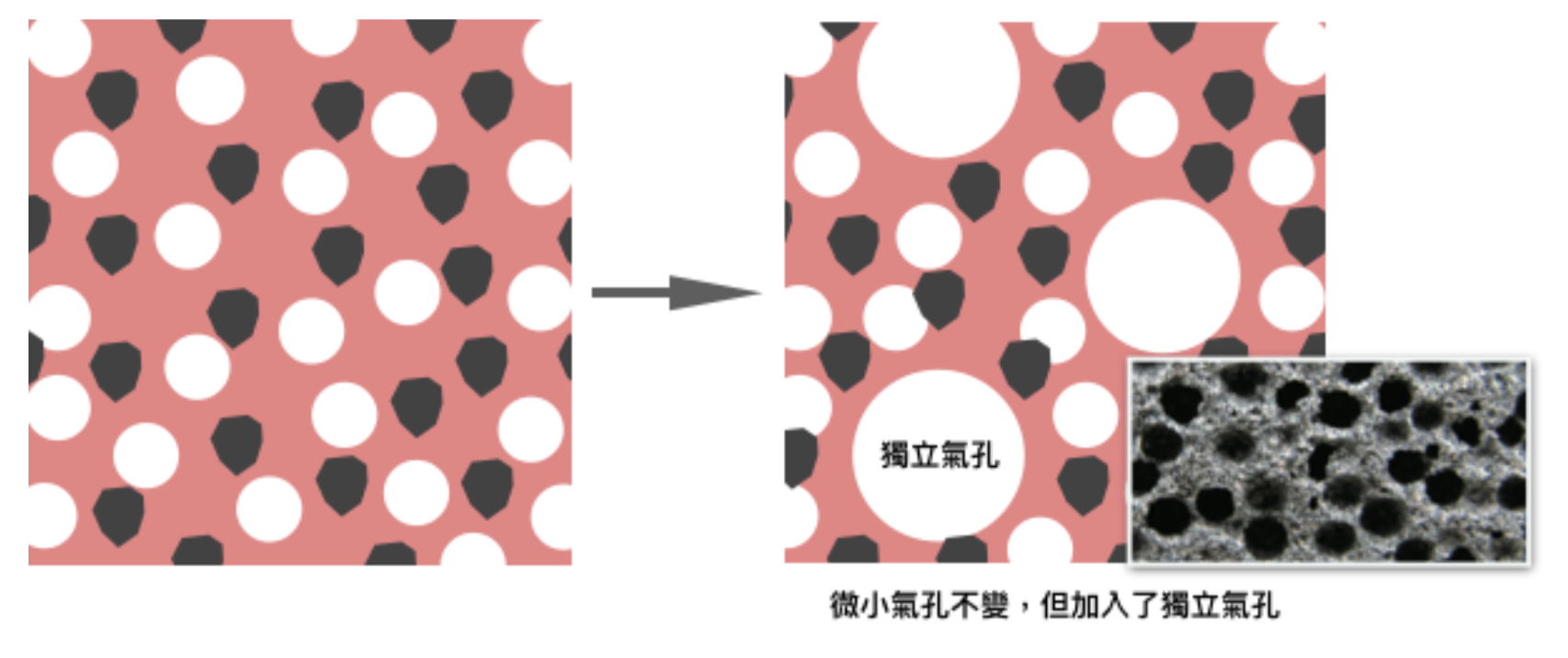
因著以上這些問題,所以有了獨立氣孔的發明。
②增加散熱能力又不損結合強度的方法
獨立氣孔是將氣孔獨立出來,除了本身結合劑會有的微小氣孔外,
透過添加氣孔劑的方式,讓砂輪本體出現眾多的孔洞。
這樣不只能夠將熱以及碎屑排出,因為砂輪表面接觸面積減少,
研磨阻力也減少,砂輪變得更好切削,研磨熱的產生也就相對減少。
而孔洞的密度、大小以及均勻度,仍然會影響整體砂輪的結構。
選擇結構均勻、氣孔分布平均的砂輪。為第一要點。
相關產品:PT元氣砂輪
TEIKEN所製作的元氣砂輪,結構均勻、氣孔分布平均。
專利氣孔技術突破粒度限制,可製作細粒度砂輪。
面粗度更提升,對後段拋光的效果便有加乘的作用。
日本市佔率高達90%的橡膠研磨砂輪!
第二階段:拋光
推薦使用較具有切削力的「磨料纖維」拋光輪
使用結構透氣的纖維砂輪減少摩擦熱的產生,
且選用具有磨料的纖維,所以切削力穩定不減弱,可以加速拋光效率。
纖維磨料
拋光輪也可以有足夠的切削力
一般的拋光輪纖維,是將磨料噴黏在纖維上,較容易脫落,切削力容易遞減。
但是市面上有另一種以纖維包覆磨料的纖維,磨料不易脫落,切削力強又穩定。
讓拋光輪有切削力又同時保有纖維柔軟的特性。
這類型的拋光輪用於需要較強切削力的拋光應用上,將是最佳選擇。
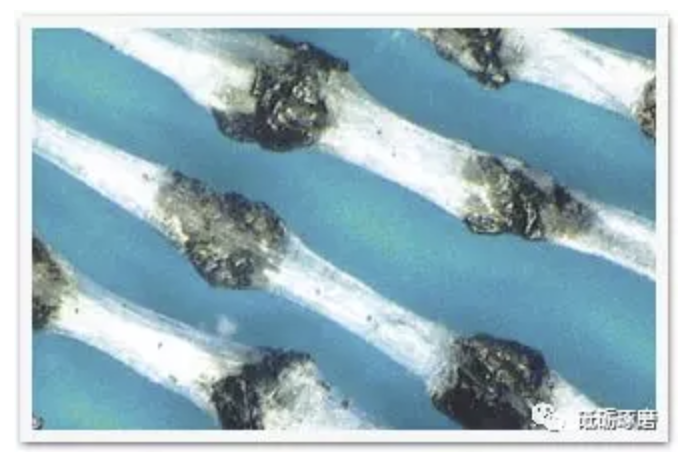
▲包覆磨料的纖維
相關產品:ITO BUFF寒空輪
擁有專利磨料纖維,磨料不易脫落,是具有切削力的拋光輪。
而摺葉的結構可以發揮纖維彈性,適應各類曲面,纖維間的縫隙亦可迅速散熱排屑。
提升拋光效率,同時擁有好的面粗度。
另外,此特殊的纖維非常柔軟卻又有切削力,因其物理性質柔軟,像布一樣。
因此,可籍由其彈性及柔軟性,吸收抵銷動平衡的問題。
且不需要另外投資設備,可直接安裝於磨床,減少人力、設備的成本。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
