
成型研磨是只讓已成一定形狀的砂輪與加工物件呈現相對性移動而加工,
或採用已呈現定型之成型磨輪,藉由同轉向研磨加工的研磨加工方法。
要求精準且精細,實有其難度,以下分享成型研磨的成功案例。
PGG砂輪簡介
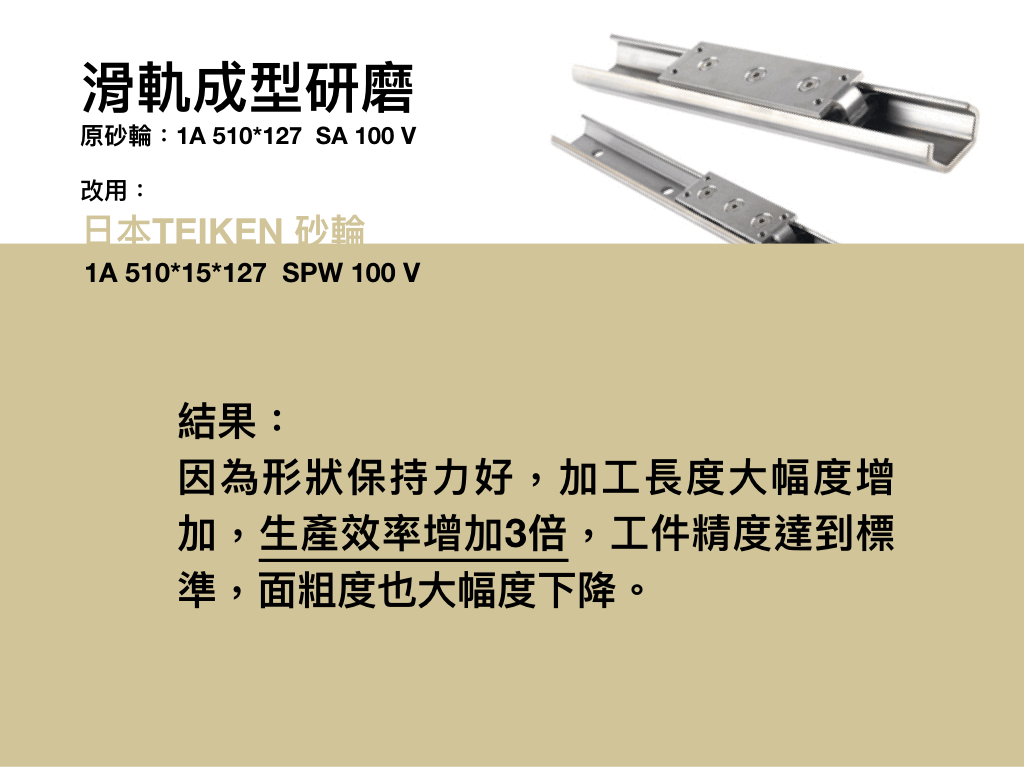
滑軌成型研磨
原砂輪:1A 510*127 SA 100V
改用:日本TEIKENPGG砂輪
1A 510*15*127 SPW 100V
結果:因為形狀保持力好,加工長度大幅度增加,生產效率增加3倍,工件精度到達標準,面粗度大幅度下降。
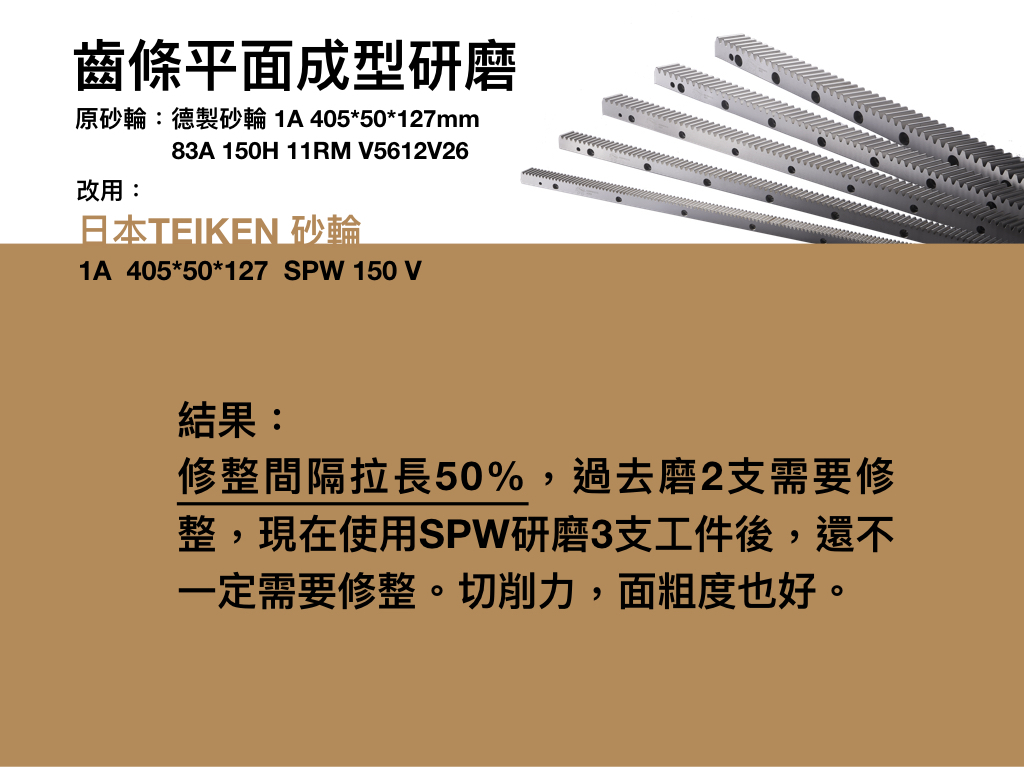
齒條平面成型研磨
原砂輪:德製砂輪1A 405*50*127mm
83A 150H 11RM V5612V26
改用:日本TEIKENPGG砂輪
1A 405*50*127 SPW 150 V
結果:修整間格拉長50%,過去摩2支需要修整,現在使用spw研磨3支工件後,還不一定需要修整。切削力,面粗度也好。
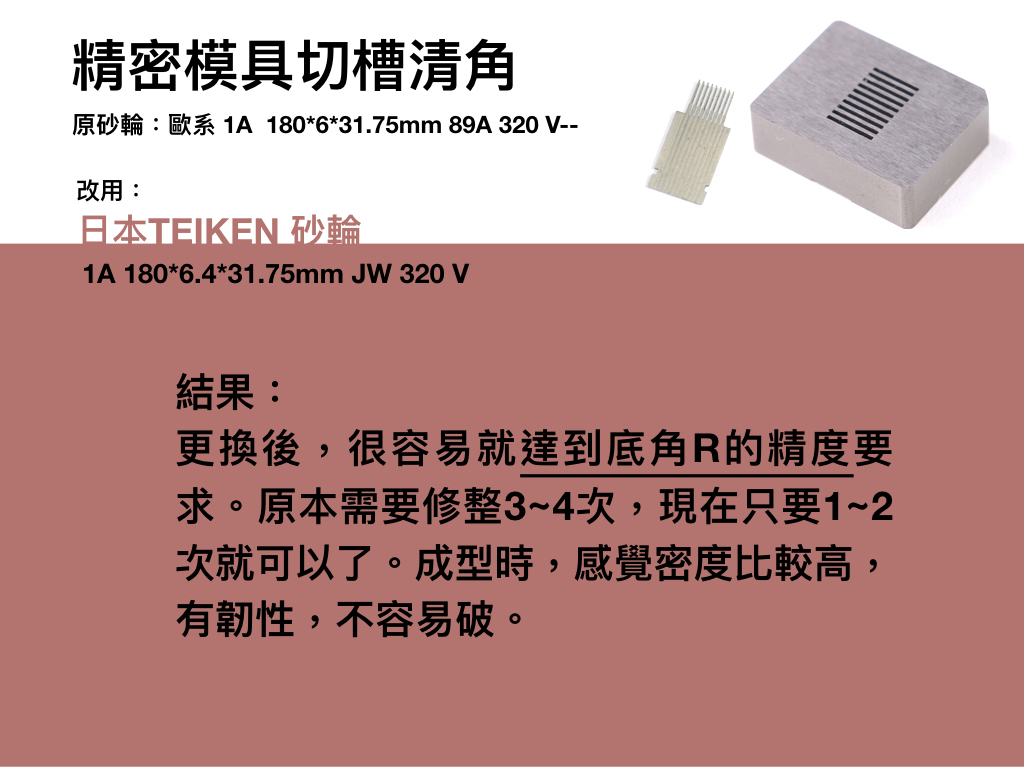
精密模具切槽清角
原砂輪:歐系 1A 180*6*31.75mm 89A 320 V--
改用:日本TEIKENPGG砂輪
1A 180-6.4*31.75mm JW 320 V
結果:更換後,很容易就達到底角R的精度要求。原本需要修整3~4次,現在只要1~2次就可以了。成型時,感覺密度比較高,有韌性,不容易破。
模具鋼
用PGG精密刻溝砂輪平面研磨效果
改用:日本TEIKENPGG砂輪
1A 180*6.4*31.75 HW 400 L 10 V29
工件規格:S-STAR
結果:具有特殊組織構造,易於成型至0.1mm以下的厚度,因此可以非常精準及有效率地應用在精密成型刻溝的研磨工作上,
寬度0.3mm深度'1.8mm的溝加工,消耗比原砂輪少,角也會達到0.01mm。
高速鋼模具
用PGG精密刻溝砂輪研磨效果
改用:日本TEIKENPGG砂輪
1A 180*6.4-31.75 HW 400 L 10 V29
工件規格:SKH51 100L 模具
結果:溝加工,寬度0.6mm,深度1mm,長度100L,工件66支,Ra=0.03以下,JW800K修整量0.08-0.1mm,HW400L修整量0.05mm,
角加工容易做,修整少,因此會縮短加工時間。加工結果良好,HW240J也良好。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678 或 22950405(無心與內外圓研磨諮詢專用)
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
