
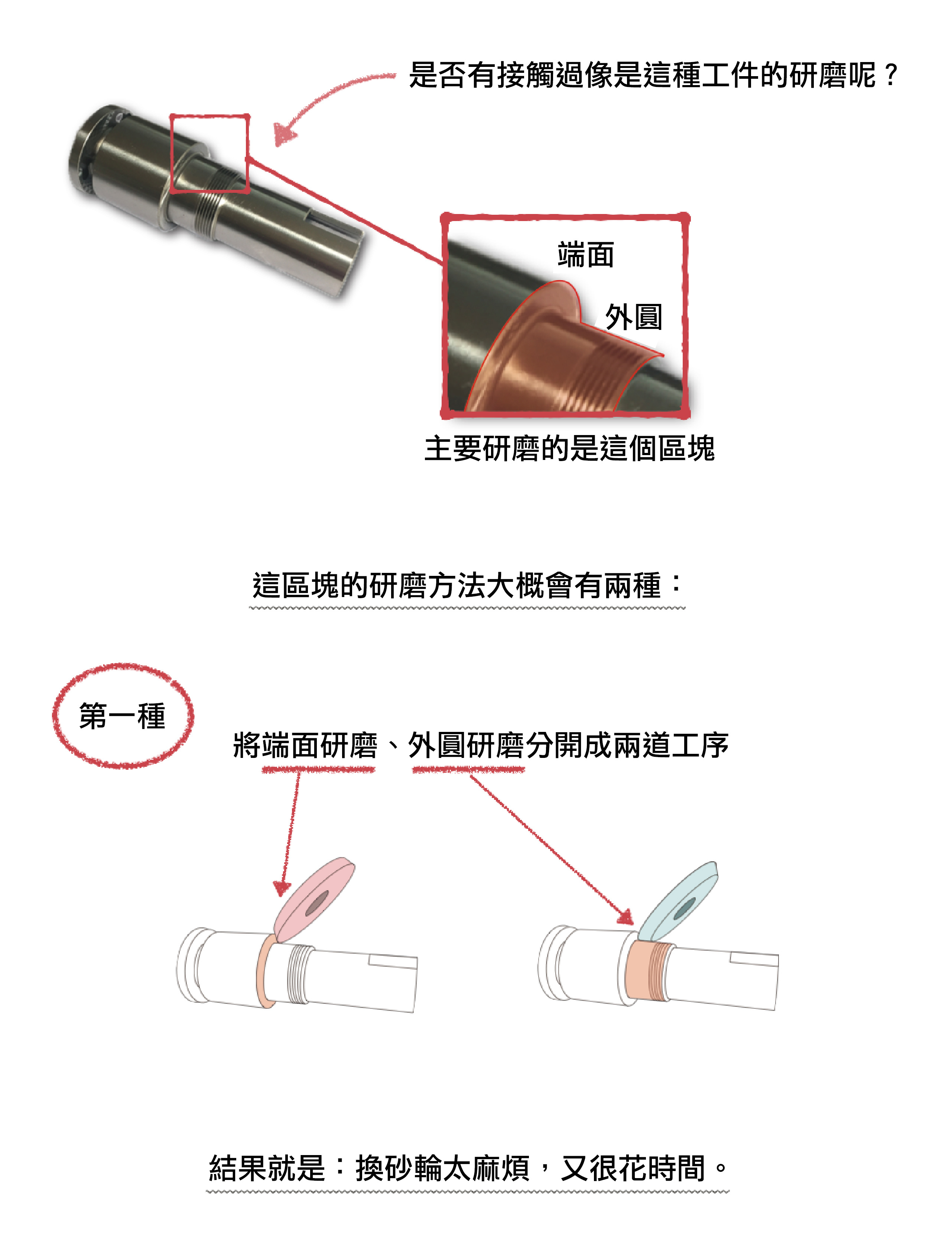
是否有遇過需要用斜進式研磨的工件呢?這類研磨通常這樣的研磨會用兩種方法:
★第一種:分兩道工序(端面一道工序、外圓一道工序。)
這種方法因為要常常更換砂輪,也因為比較多工序,所以相當耗時間。
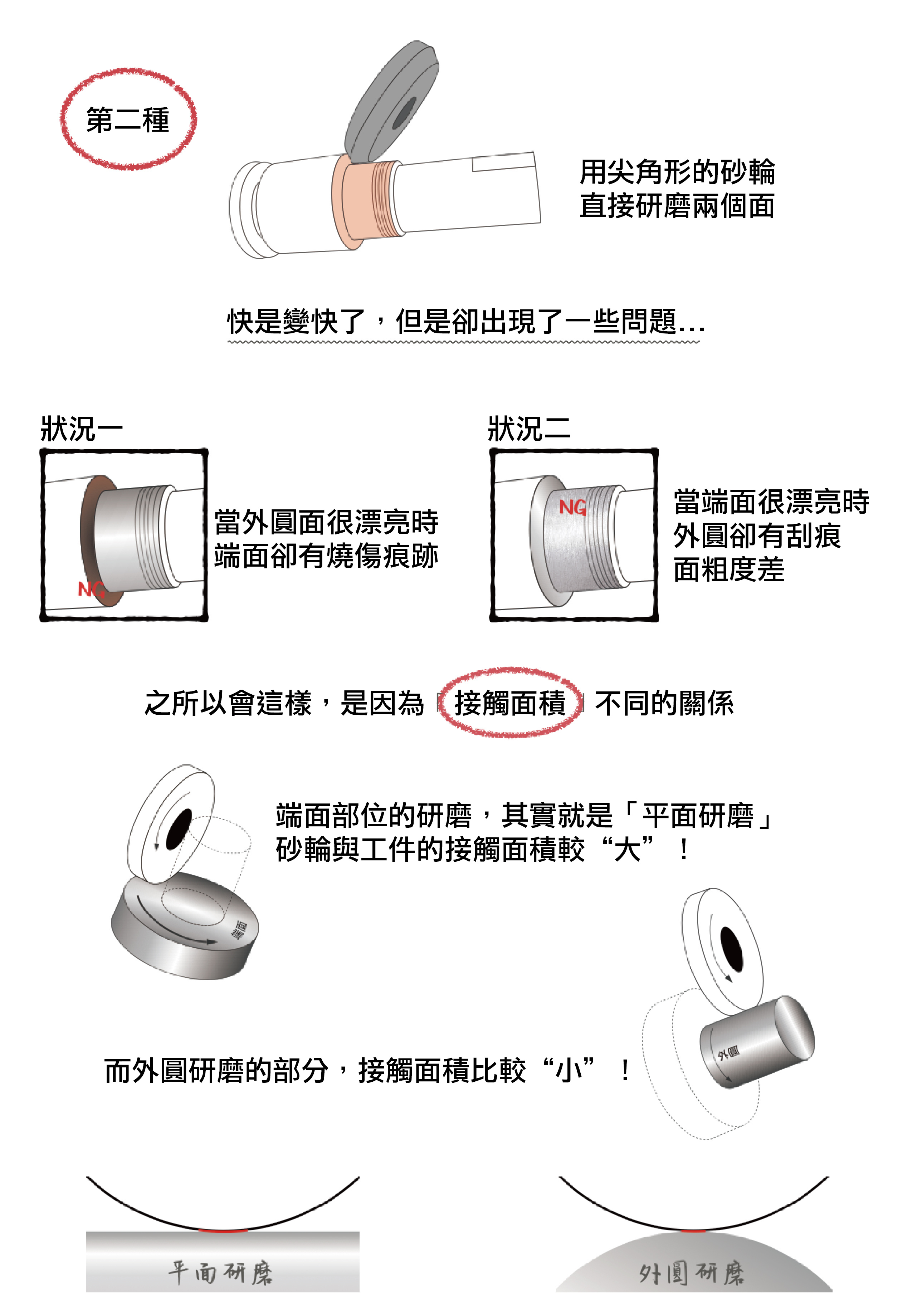
★第二種:直接使用尖角砂輪,同時研磨端面以及外圓。
這樣的話確實加快了許多,但卻發生了如圖所示的兩種狀況。
狀況①:當外圓很漂亮時,端面卻有燒傷、震動痕跡。
狀況②:當端面很漂亮時,外圓的面粗度卻很差、甚至有刮痕。
這到底是怎麼回事??
想同時解決研磨端面、外圓的兩難問題!!!
請繼續看下去。
狀況一
當外圓面很漂亮時,端面確有燒傷痕跡
狀況二
當端面很漂亮時,外圓卻有刮痕、面粗度很差
之所以會這樣,是因為「接觸面積」不同的關係。
端面部位的研磨,其實就是「平面研磨」,砂輪與工件的接觸面積較"大"!
而外圓研磨的部分,接觸面積比較"小"。
兩種不同類型的研磨,所需要的砂輪條件並不一樣!
外圓研磨
接觸面:小
研磨阻抗:小
發熱:小
砂輪調硬
磨料較多
粒度調細
->保持力面粗度up
遷就外圓,使用細粒度又硬的砂輪,就會造成端變燒傷、震動。
平面研磨
接觸面:大
研磨阻抗:大
發熱:大
砂輪調軟
氣孔加大
粒度調粗
->避免燒傷
遷就平面,使用粗粒度又軟的砂輪,就會造成外圓面粗度差、也會影響精度。
這樣看來,難道只能回到第一種方法,用兩種砂輪、兩道工序,花時間去換取效果嗎?
其實可以有"第三種"方法!
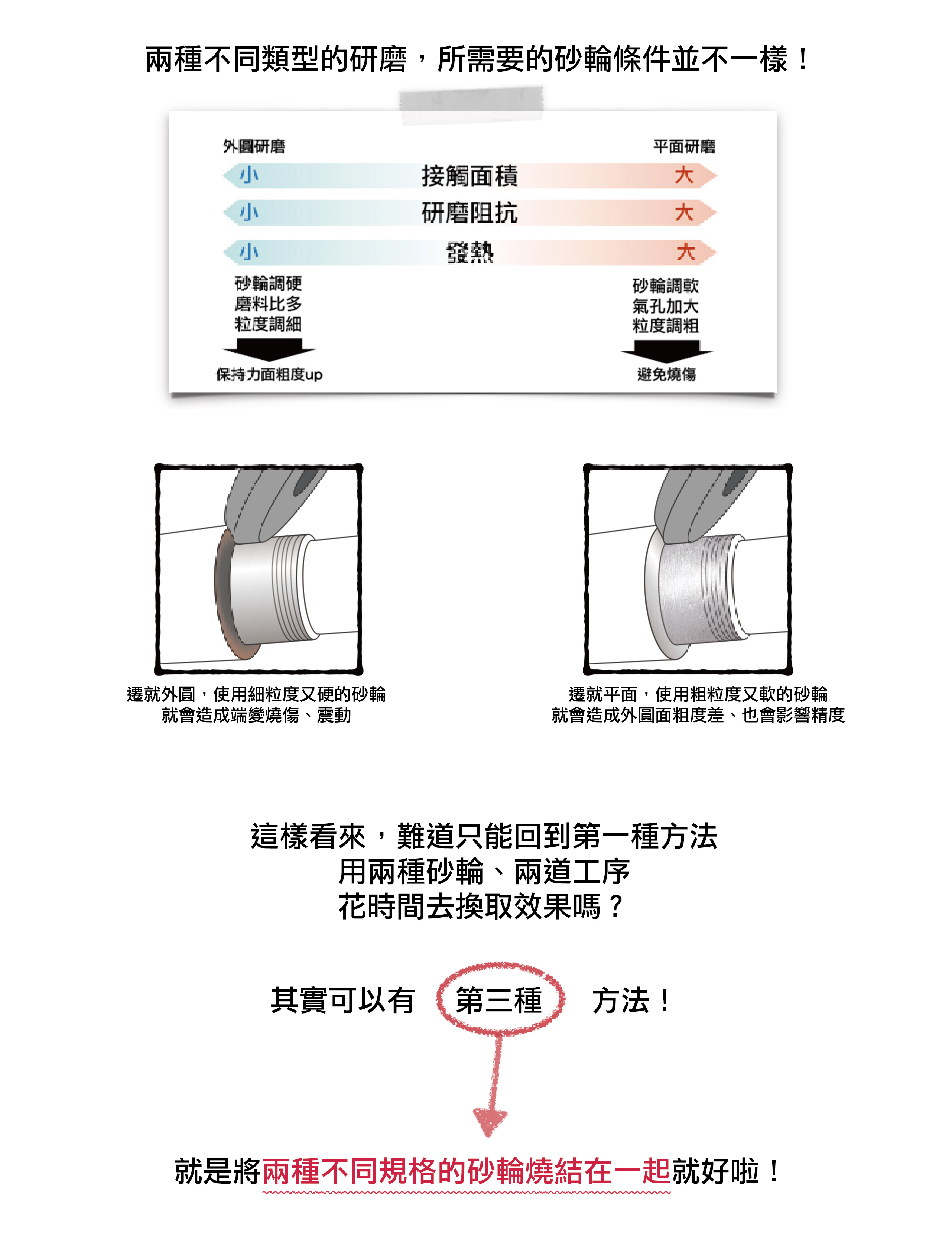
就是將"兩種不同規格的砂輪燒結在一起"就好啦!
這可不是在說笑,也不是在作夢!因為日本鐵肯已經成功製作出這種砂輪了!
適合端面研磨-較粗粒度、較軟的砂輪+適合外圓研磨-較細粒度、較硬的砂輪
->DOUBLE FACE雙持雙面砂輪
能將兩種不同粒度、硬度、氣孔的規格,完美的燒結在同一顆砂輪上!
平均可以提高研磨效率30~50%。一舉解決了斜進式研磨矛盾的困難~
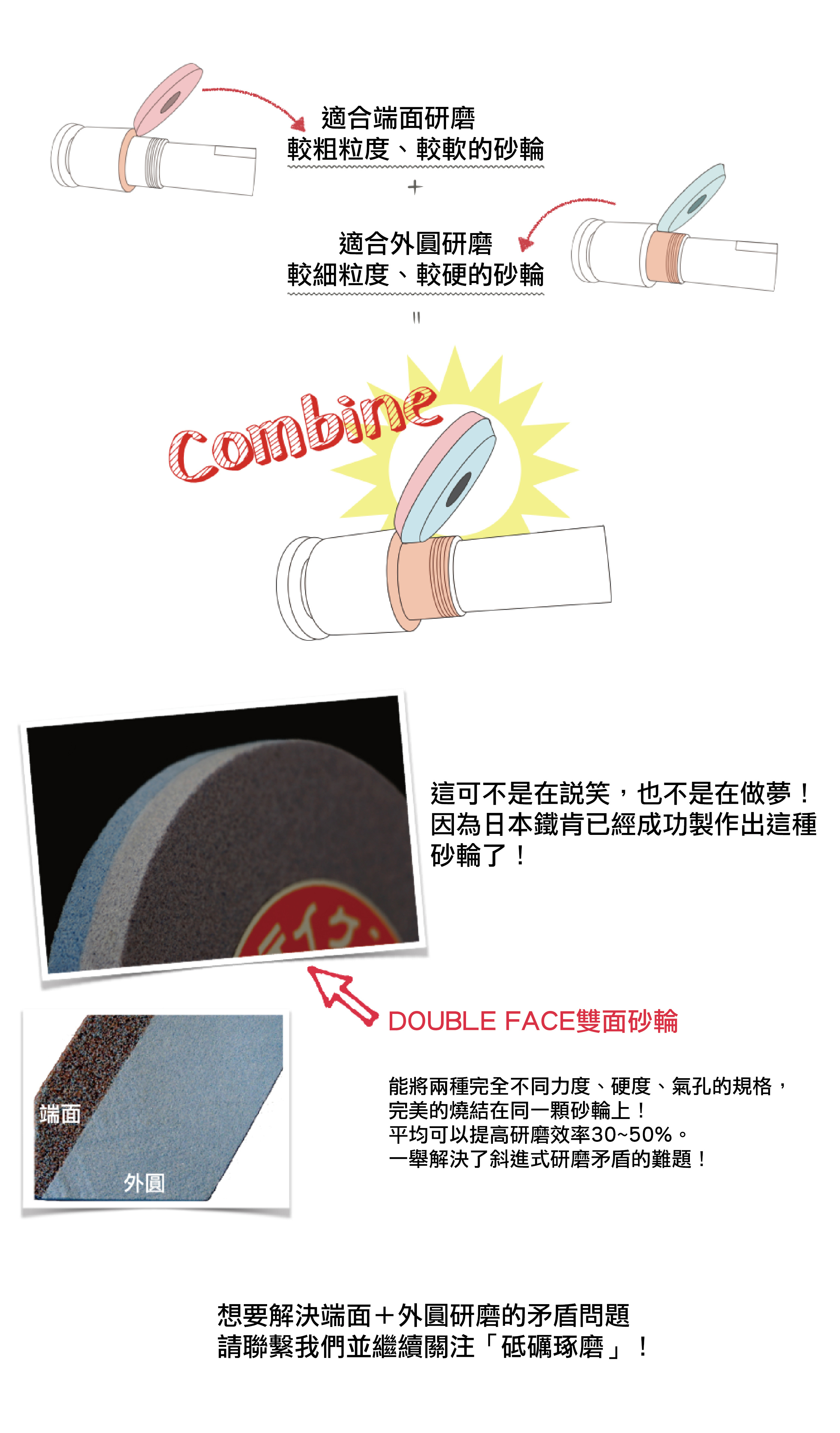
想要解決端面+外圓研磨的矛盾問題,請聯繫我們並繼續關注「砥礪琢磨」
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678 或 22950405(無心與內外圓研磨諮詢專用)
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
