
橡膠滾輪研磨這個製程,幾十年來都面臨同一個難題,
那就是不管用多細的砂輪研磨,由於機械及橡膠材料的特性,要達到良好的表面粗糙度效果並不容易。
橡膠研磨解決方案(圖文版)
橡膠滾輪研磨容易產生的問題
橡膠滾輪研磨多使用車床加裝研磨頭,藉由螺桿帶動,
螺桿帶動時會產生一定的行進間隙,又加上橡膠本身很柔軟,
容易複刻機械的間隙,造成研磨後,橡膠滾輪表面留下線狀的研磨痕跡。
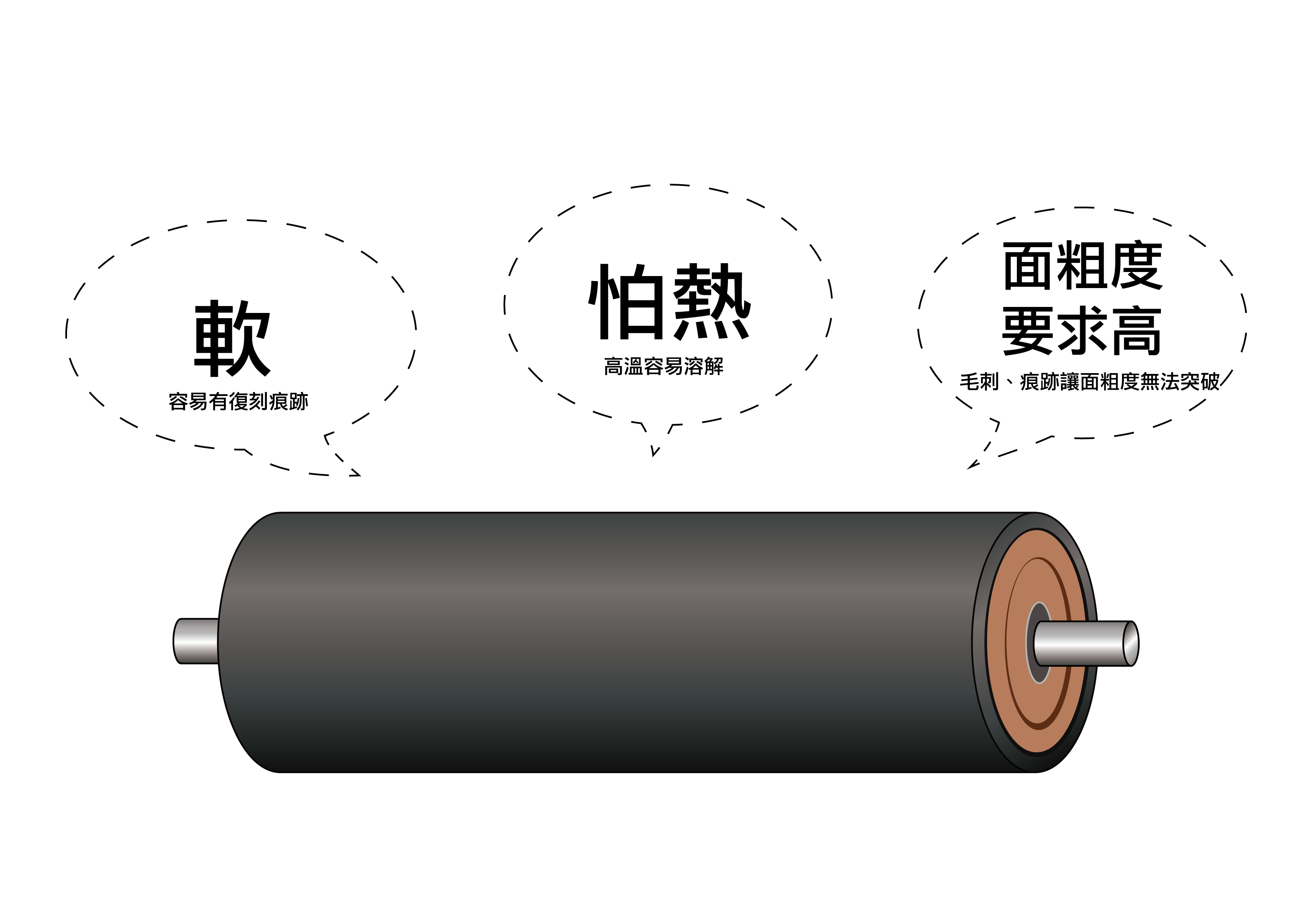
缺點
1.軟-容易有復刻痕跡
2.怕熱-高溫容易溶解
3.面粗度要求高-毛刺、痕跡讓面粗度無法突破
另外,由於橡膠容易因研磨熱而產生溶解。
而細粒度砂輪磨利間隙小,也不易生成大氣孔,
在研磨時容易產生研磨熱,滾輪的研磨表面就會留下不平整的毛刺。
因此,很難使用很細的砂輪來取得好的面粗度。
然而橡膠滾輪很多是用於造紙,甚至光學薄膜等生產製程,對於橡膠滾輪的表面粗糙度仍然有很高的要求。
一般解決的方式
因此,一直以來,橡膠滾輪在用砂輪研磨後,
為了讓表面的面粗度更加細緻,加工業者還需要再使用不同工具進行拋光。常見的有:
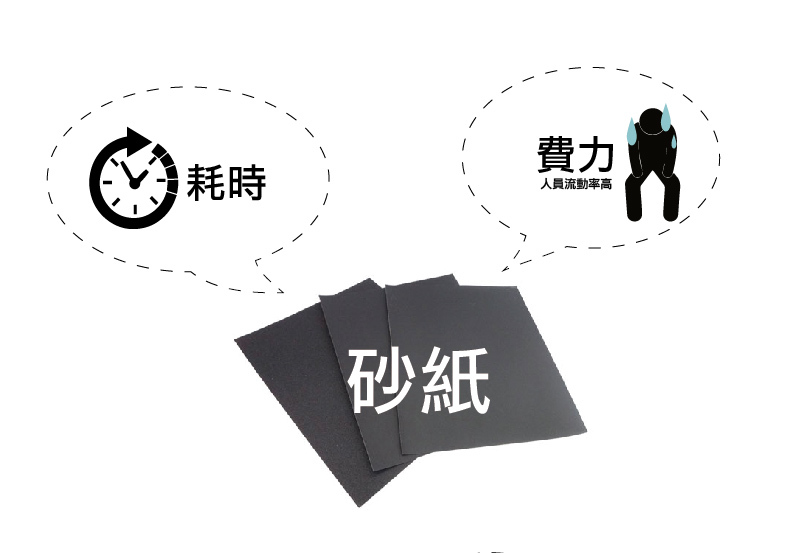
① 砂紙「耗時、又耗費人力,流動率高」
操作人員使用細粒度的砂紙(最細#2000~#3000),
將砂紙按壓到滾輪上,施力加壓,並讓滾輪轉動的方式來進行拋光。
但使用砂紙有不少缺點,第一是它的拋光時間久。
依照滾輪大小的不同,一支滾輪的可能需要2小時以上,甚至1~ 2天才能完成。
另外,由於依靠操作人員的身體施壓,對操作人員的身體造成很大的負擔;也因爲如此,人員的流動性很高。
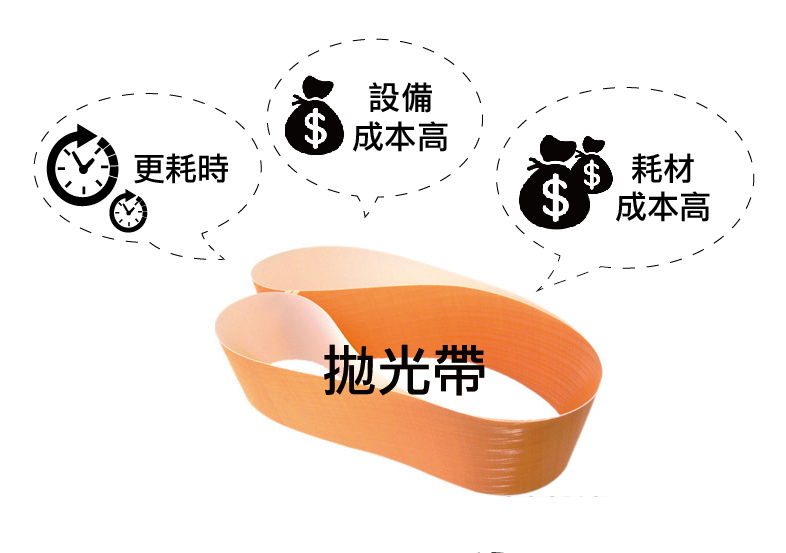
②拋光帶「更耗時、設備成本又高、耗材成本高」
是以機械取代人工的方式,雖然解決了人工的問題,
但耗費時間更久,而且還需要再另外投資設備,耗材也較為昂貴。
時間成本和設備成本反而都增加了。
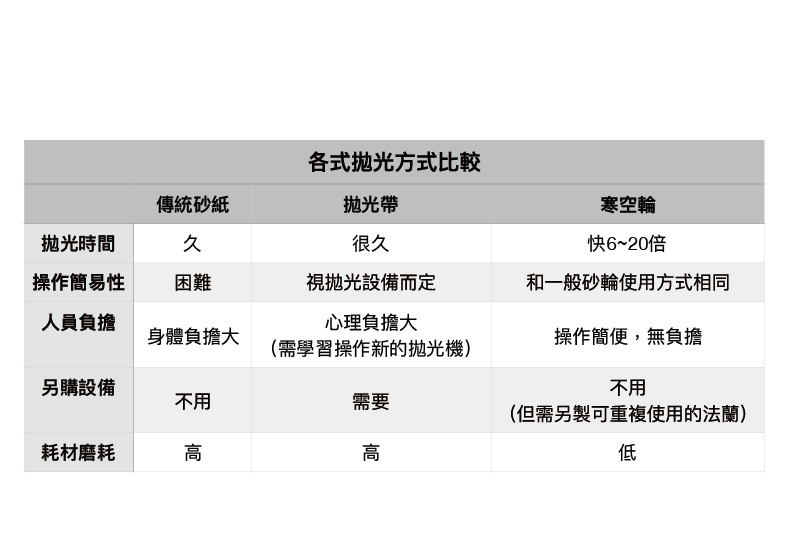
以上的幾種傳統解決方式都無法全面的解決橡膠滾輪拋光的問題。
難道研磨橡膠滾輪就只能如此將就嗎?
幸好,我們發現了可以實現橡膠滾輪拋光效果的的劃時代產品。
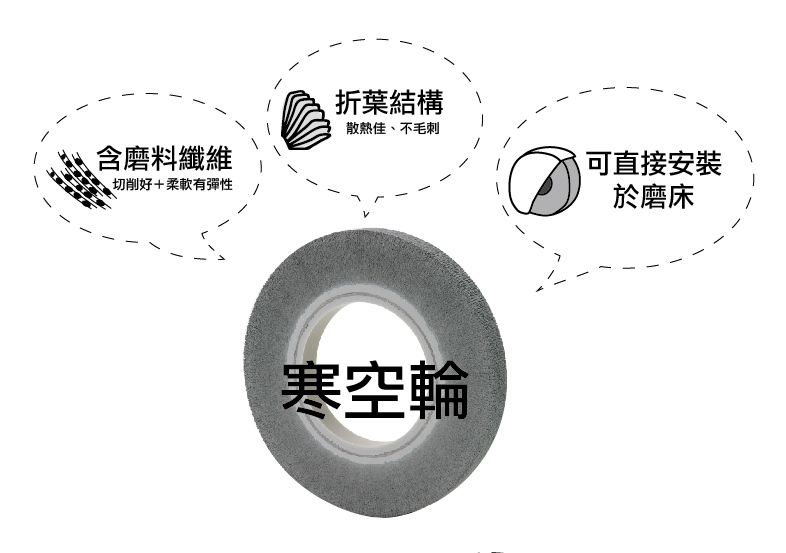
劃時代的拋光輪 (寒空輪)
千葉松拋光輪使用含有磨料的纖維,切削力良好卻又柔軟。
具有彈性的纖維,可以有效改善復刻機械行進痕跡的問題。
折葉式的結構,可適應曲面拋光外,更能將摩擦的熱量排出,達到良好散熱效果。
散熱佳,不易形成表面毛刺,表面粗糙度自然就可以提升了!
優勢
千葉松輪還有一個極佳的優勢,就是他的安裝方式與一般砂輪相同,
可以接安裝在磨床上,不需另購設備,也不需要特別技巧。
速度上比人工操作快上6~20倍,面粗度亦能達到Ra0.7um以下(依工件材質不同而有上下落差)。
輕易實現拋光自動化的理想!
接下來讓我們利用圖表及實際案例,讓各位更清楚的認識寒空輪吧!
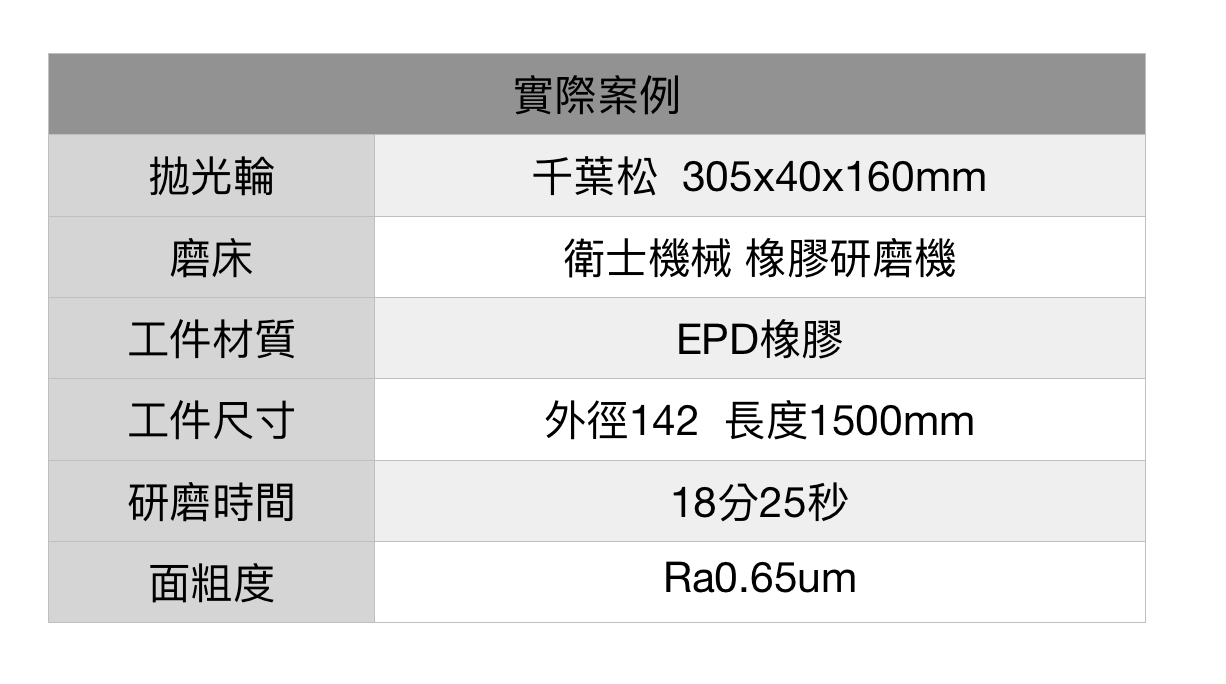
實際案例
拋光輪 千葉松 305x40x160mm
磨床 衛士機械 橡膠研磨機
工件材質 EPD橡膠
工件尺寸 外徑142 長度1500mm
研磨時間 18分25秒
面粗度 ra=0.65um
橡膠滾輪研磨拋光,是很常見的一種磨拋製程。
隨著新工具的產生,我們能更簡單地解決長久以來的研磨問題。
畢竟,時代正在進步,需求增多、標準提高;我們的研磨技術也需要逐步的提升,好還要更好。
之後面對橡膠滾輪拋光,千葉松輪會是我們更新、更好的一個選擇。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
