
前面兩篇我們已提及進行鏡面研磨要注意的重點和主要的問題。
接下來,我們要針對前述的重點,來提出砂輪的解決方案。
平面鏡面研磨(一)何謂鏡面研磨
平面鏡面研磨(二)鏡面研磨的常見問題
解決辦法1_選擇適合的砂輪
①如何選擇CBN/鑽石砂輪
1.降低溫度:氣孔
可以在結合劑中埋入氣孔,讓砂輪會呼吸,將熱給排除出去,而不需降低砂輪硬度。
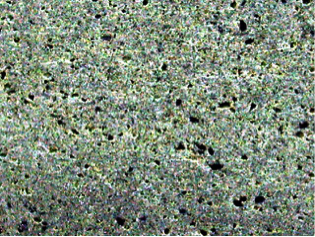
▲加入氣孔,不止可以散熱,還可以增加切削力。
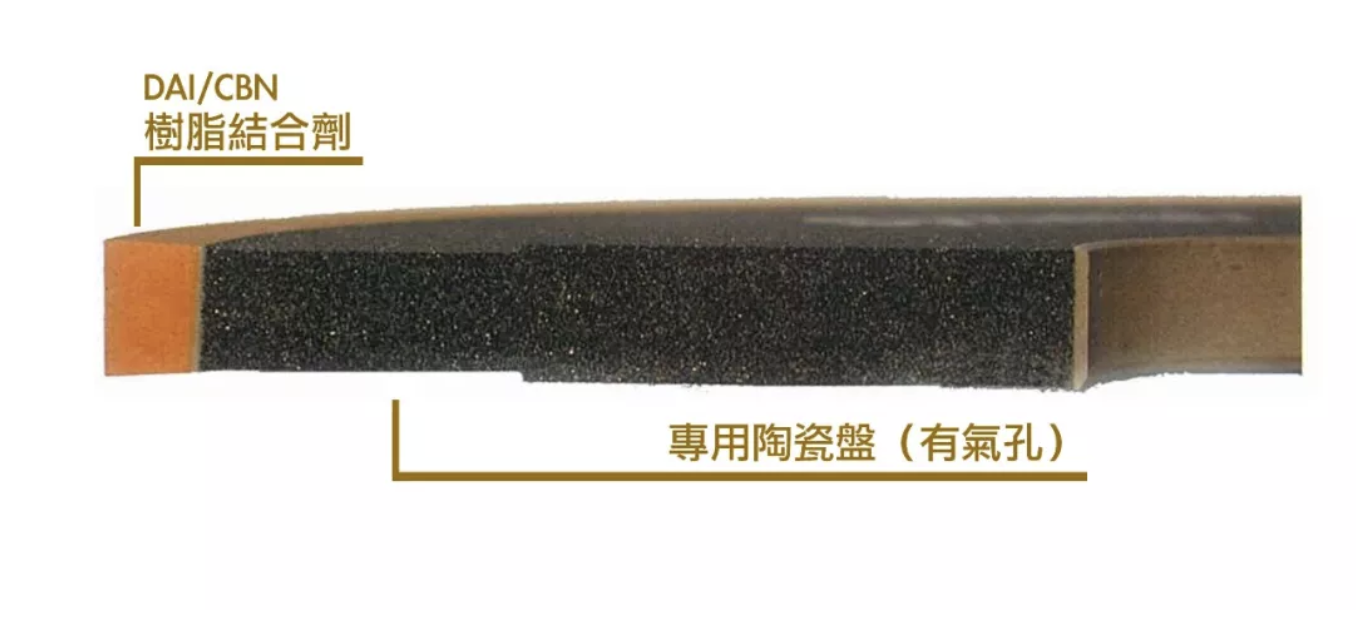
2.減少震動:陶瓷內盤
一般的CBN/鑽石砂輪是用金屬內盤,容易因為熱膨脹而影響真圓度,進而造成砂輪震動。
改用陶瓷內盤,可以減少熱膨脹,有效降低震動產生的問題。
3.減少過度進刀及研磨阻力:氣孔設計增加切削力
加上氣孔的設計,能增加切削力。切削力好,研磨阻力小,大幅減少刮痕出現的機率。
②如何選擇一般砂輪
1.降低溫度:氣孔
增加氣孔是很好的熱排除方法,在結合劑中加入氣孔,可以有效降低研磨溫度。
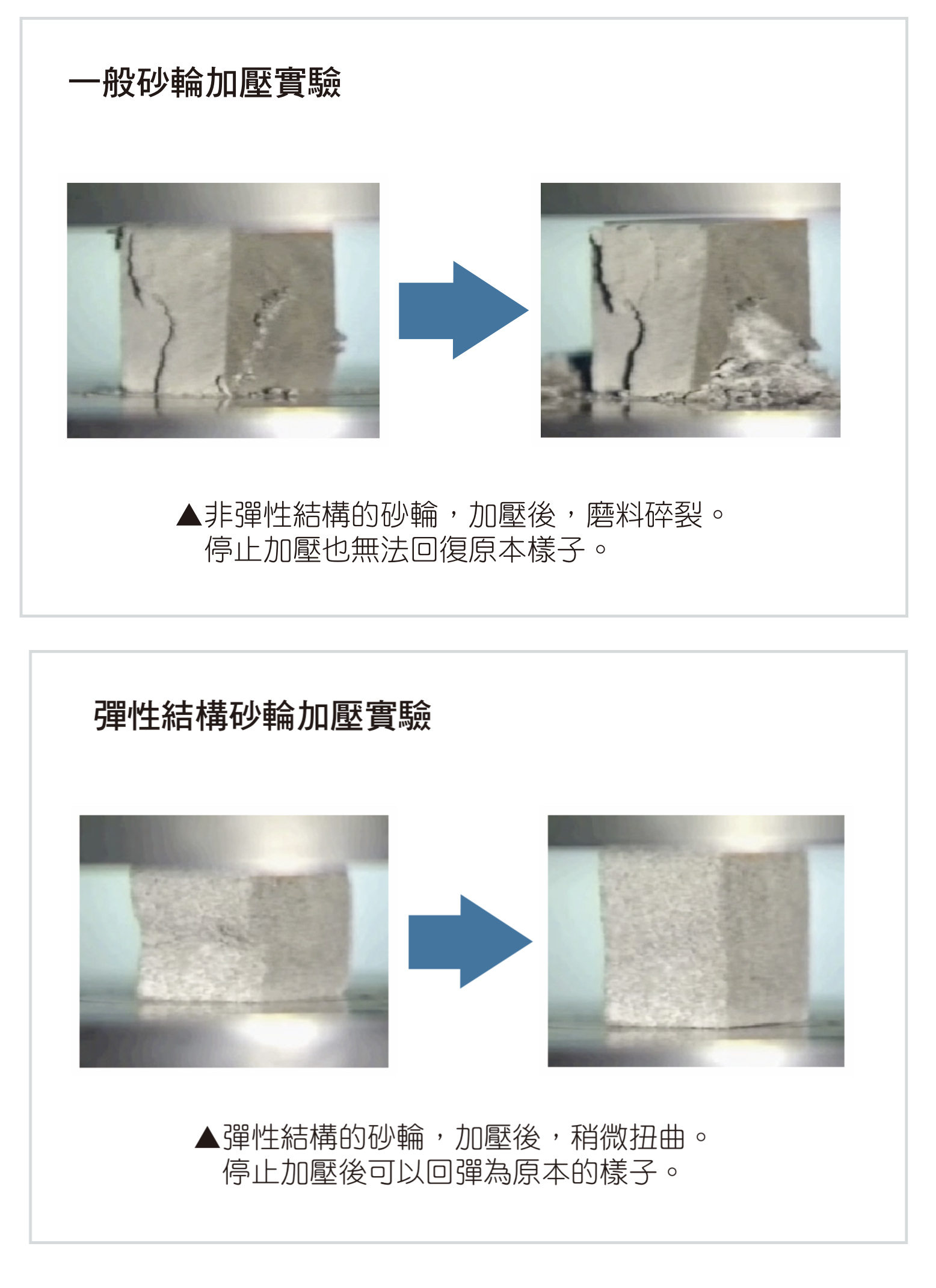
2.減少震動、減少過度進刀及研磨阻力:彈性結構
可以選用具彈性結構的砂輪,可以吸收磨床的震動,減少破碎。並且釋放過多的力量,能產生均勻的研磨紋路。
工具推薦

BK Synergy_鏡面研磨砂輪
★特殊氣孔:散熱力、切削力大幅提升
★高切削力:研磨阻力小、刮傷機會少
★陶瓷內盤:減少熱膨脹,精準進刀不震動
日本teiken特殊氣孔設計,不需降低砂輪硬度,微型氣孔能讓研磨熱儘速排除,減少燒傷的問題;
更增加了砂輪的切削力,研磨阻力減弱,同時減少震動造成的刮傷問題。
陶瓷內盤膨脹係數小,保持真円度,進刀精準穩定、重現性高。
實現Ra=0.01um以下面粗度的可能。

FBB鏡面研磨砂輪:
★分散磨粒:微米序列磨利平均分散技術
★彈性設計:吸收磨床震動、達到均勻研磨面
★特殊結合劑:行程獨特氣孔,穩定不燒傷
切削力足夠的彈性砂輪。獨特磨粒分散技術,使磨粒平均分散,提高加工效率,大幅節省精密加工的時間。
彈性結構可吸收磨床震動,避免刮傷,更可以達到均勻研磨面。
專利結合劑同時可形成均勻微小的氣孔,讓砂輪仍然有良好的散熱力,穩定不燒傷,更輕易達到鏡面效果。
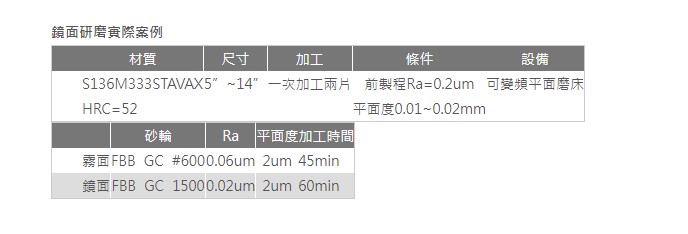
鏡面研磨實際案例
材質 S136M333STAVAX ,HRC=52
尺寸 5”~14”
加工 一次加工兩片
條件 前製程Ra=0.2um,平面度0.01~0.02mm
設備 可變頻平面磨床
砂輪 TEIKEN FBB GC砂輪TBN#600
Ra 0.06um
平面度 1um
加工時間 45min
霧面
砂輪 TEIKEN FBB GC砂輪TBN#1500
Ra 0.02um
平面度 2um
加工時間 60min
鏡面
鏡面研磨實際案例
(未完待續)
上期:平面鏡面研磨(一)何謂鏡面研磨與平面鏡面研磨(二)鏡面研磨的常見問題
下期:平面鏡面研磨(四)除了砂輪以外的細節
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
