
鏡面外圓研磨主要用於靜壓主軸的後段精磨,以及光學、薄膜、鋼鐵、造紙等產業所用之鏡面滾輪,
最終面粗度要求Ra=0.05~0.01um。
某些光學薄膜要求則更低至Ra=0.01um以下。
在這高標準的要求下,就發展出各種精磨的方法,以期達到目標。
FBB金櫻砂輪簡介
精磨常用的幾種方法
常用陶瓷結合劑砂輪粒度#60~80進行粗磨,後段的精磨常用的幾種方法以及優缺點分別介紹如下:
①細粒度陶瓷砂輪
透過調整修整的速度,增加空刀次數,粒度#120,也有可能得到Ra=0.05um的可能。
*優點:不用更換機台。
*缺點:重現性低,操作人員的技術依賴性極高。
②拋光帶拋光
利用拋光帶拋光可以得到非常傑出的完成面:
*優點:有可能得到非常低的面粗度,甚至可以達到Ra=0.01um以下的可能,研磨紋路細緻。
*缺點:需要加裝其它設備,作業時間非常久,加工效率較低。
③立軸拋光砂輪
*優點:可以得到多向性的紋路,對於某些光學或印刷產業,紋路較為合適。
*缺點:研磨的阻力大,對於機台的鋼性要求很高,磨床的價格通常較高。
FBB彈性研磨
上述這幾個方法都能得到很好的鏡面效果,但也各有其優缺點。然而,如果使用FBB彈性鏡面研磨砂輪,可以得到非常有效率的成果!
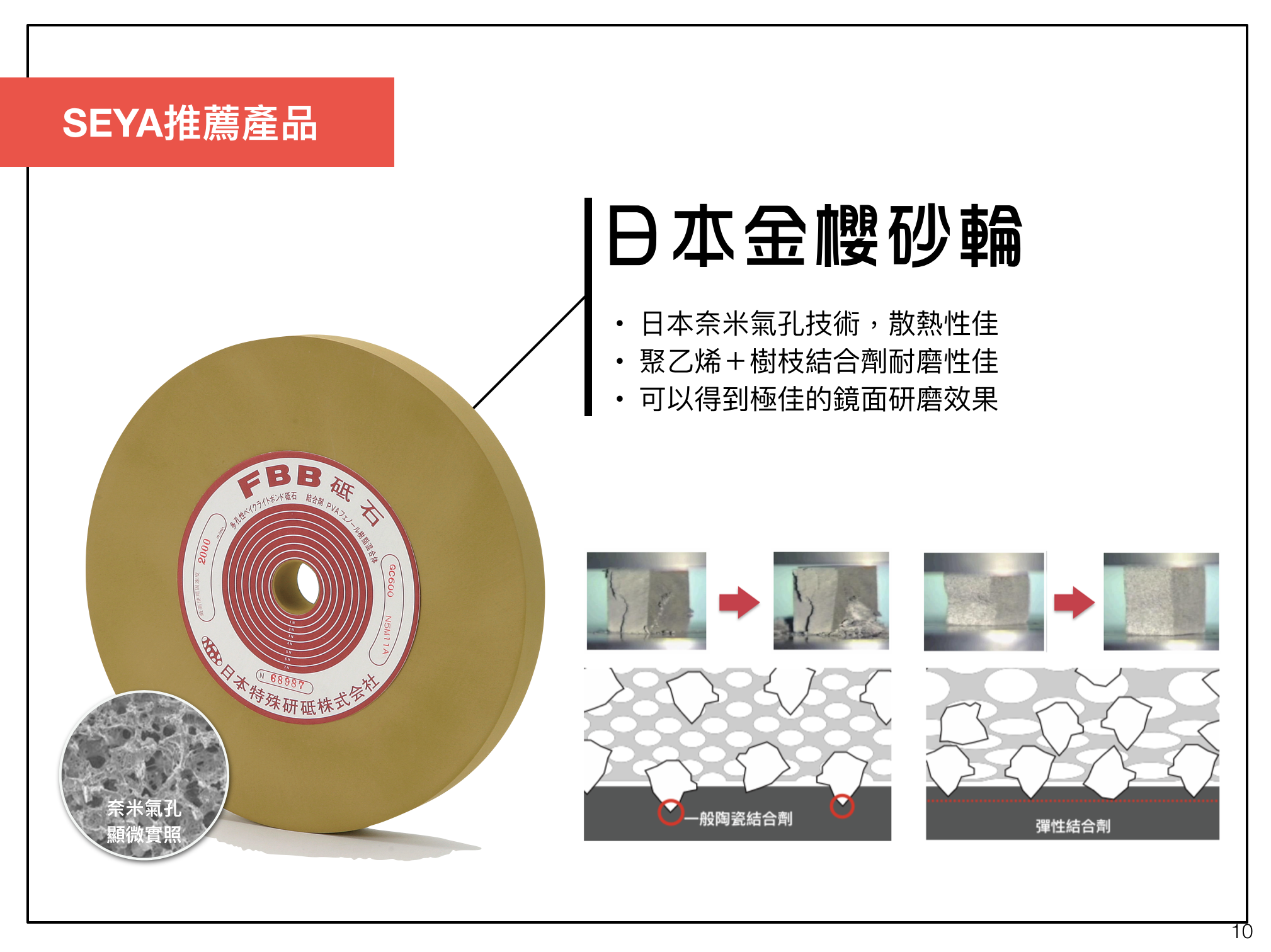
FBB彈性拋光砂輪:
*特殊的彈性結構,可以得到非常均勻的研磨表面
*表面粗糙度可達Ra=0.02um以下
*能直接安裝在一般外圓磨床,橫移式及斜進式都可使用,不需另外添購設備
*研磨品質穩定,重現性高,技術依賴性低
★快速:相較於拋光帶,可以節省80%以上的加工時間
★便利:相較於立軸拋光砂輪,不需另外添購設備
★重現性高:相較於使用細粒度陶瓷砂輪,加工效率可以提高50%以上,重現性極高
外圓鏡面研磨,請選擇FBB彈性拋光砂輪!
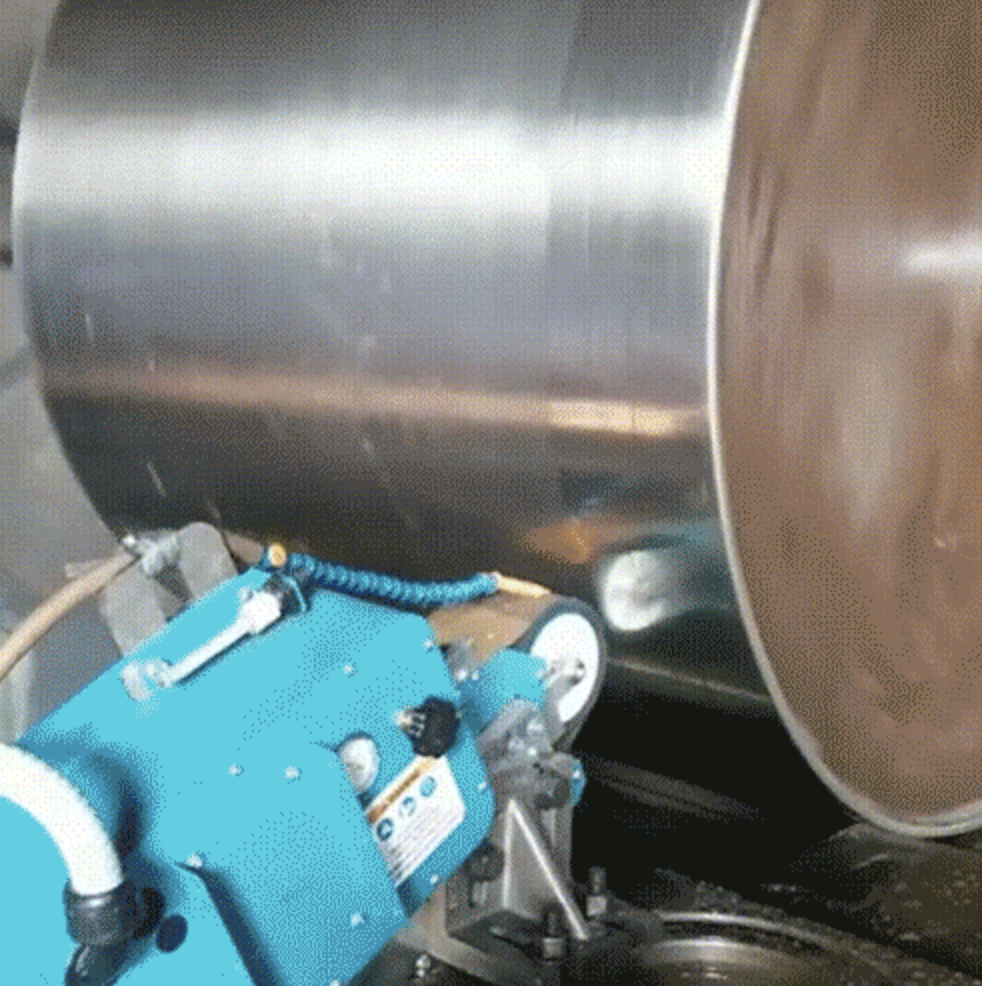
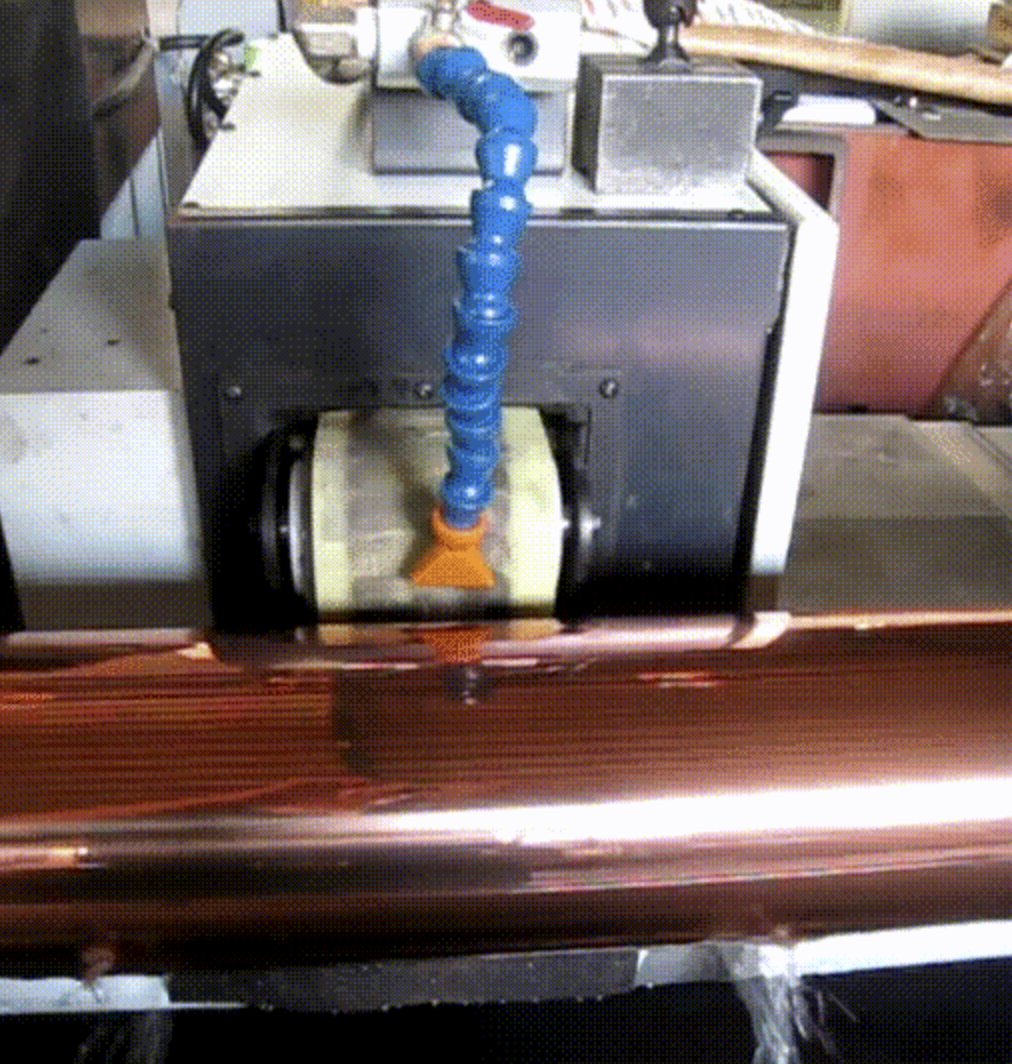
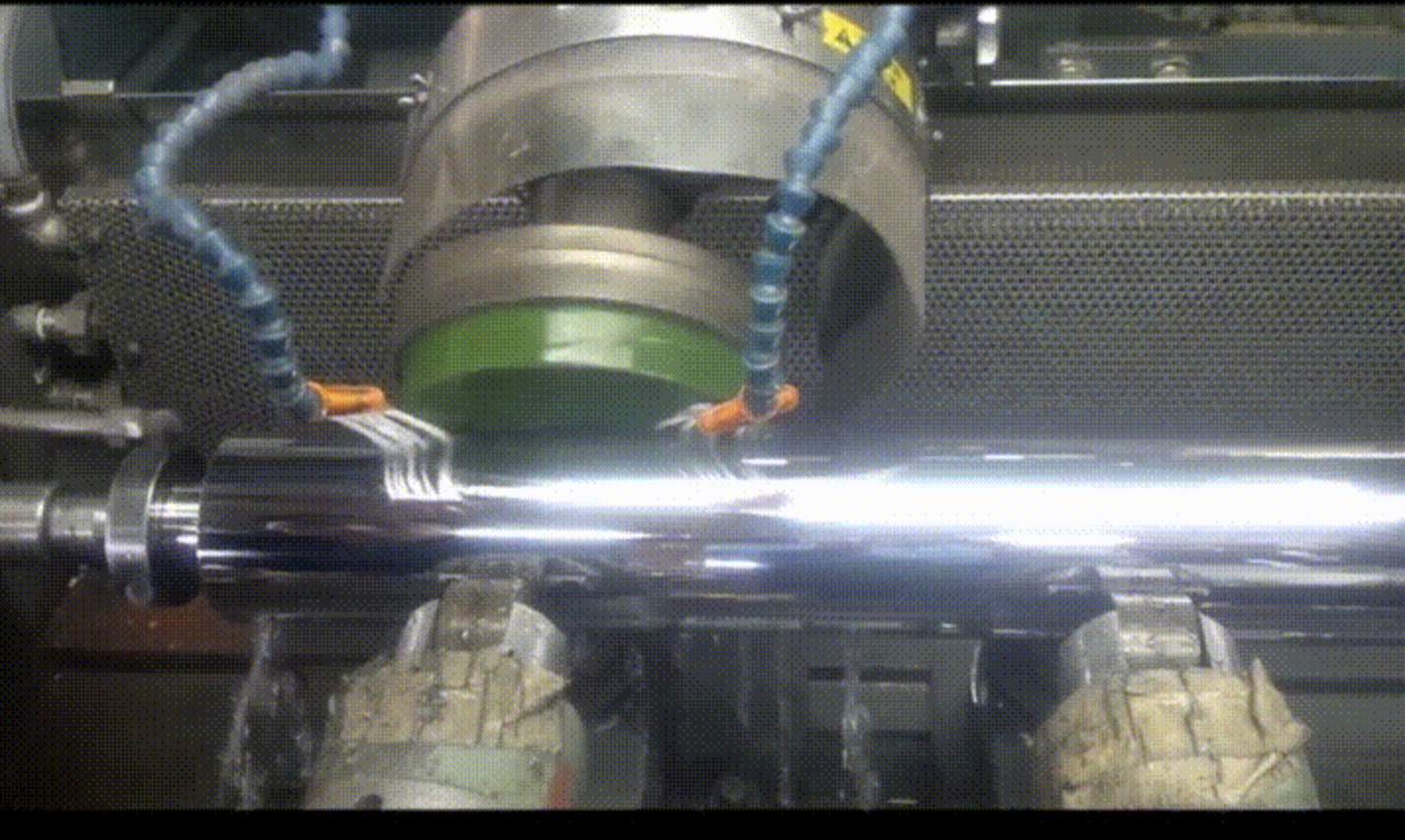
FBB砂輪實際拋光影片
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
