
關於鋁合金機殼
鋁合金具有重量輕、機械強度高,而且相較於塑膠,具有金屬高質感的特性。
因此近年來成為高端手機、筆記型電腦外款的主要材質。
鋁合金機殼的第一道加工是CNC銑床加工,利用銑削作業將鋁塊加工成機殼,
最後一段則是陽極處理,強化機殼表面的機械強度,並視要求添加顏色,以呈現不同的外觀。
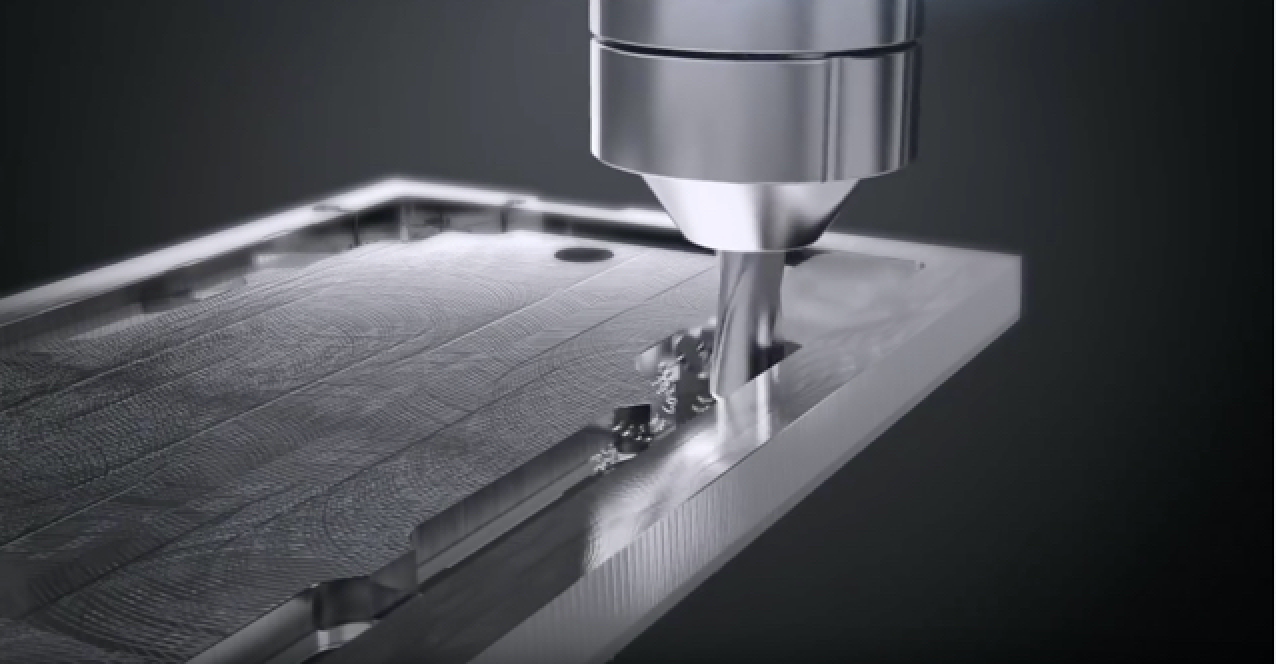
▲銑削加工

▲拋光
打磨拋光在其中的角色
在CNC銑削之後,陽極之前,還有一段重要製程,那就是「打磨拋光」。
目的是去除銑削過程留下的紋路,並提高表面細緻度以及光澤度。
就如同粉刷牆壁,陽極處理就像是最後一層油漆,
打磨拋光就像油漆底層狀況,表面愈細緻、光澤度愈好,陽極後的質感自然愈好。
磨拋鋁合金的困難點
鋁合金磨拋的困難點在於:鋁合金在金屬中硬度不高!
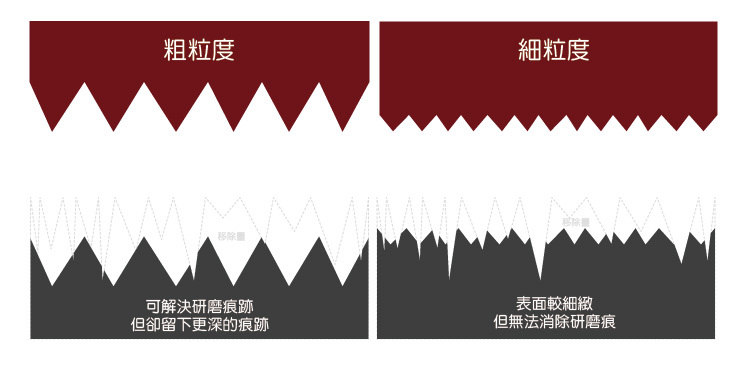
如果用粗粒度的磨拋材料,雖然有利於去除銑削紋路,但也會留下較深的研磨紋路。
如果用細粒度,表面較細緻,但去除銑削紋路的能力卻又大打折扣。
如果施加較大的壓力,雖然移除效率會提高,
但是由於機殼薄,壓力太大容易變形,
而施加過多的壓力,通常也代表磨拋溫度會提高,進一步造成平面度不佳,橘皮的問題產生。
因此,目前多數鋁合金機殼磨拋作業,需要用多站式,由粗到細多種粒度分站加工,
主要用的研磨耗材則是砂紙或海棉砂紙。
然而,是不是有更好的磨拋鋁合金方法?
鋁合金解決方案
經過一段時間的測試及與工廠調整後,我們發現EXCEL輪在磨拋鋁合金有非常獨特的效果。

EXCEL輪是一種特殊結構的拋光輪,能夠讓磨料非常均勻的分散,
同時,磨料又非常緊密的固定在纖維上。能夠達到細粒度又有足夠切削力的獨特效果。
以IPAD大小的機殼為例:
粒度#1000的EXCEL拋光輪可在180S內快速完成平面與3D面的刀痕移除。且可得到非常細致的表面粗糙度(<Ra0.1)。
如果再使用C TYPE #1500研磨砂輪更可得到非常光亮的品質GU(20°≒1470)。
由於只需要一道製程
不但可以大幅度縮短製程,提昇效率!
另外,由於是採用輪狀的磨拋耗材,與砂紙、砂帶相比,壽命大幅提高!
磨拋的效果也不會出現遞減!
過去因為製造程序多,達成自動化的難度較高。
但若是用EXCEL拋光輪來縮短製程,自動化的可能性便可以大幅提高。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
