
什麽是切槽
切槽是成型研磨的其中一種,通常的作法是將砂輪打薄到3~0.1mm的厚度,
之後再以一定的速率切入工件,形成各種尺寸的精密小槽。
主要用於連接器等精密模具加工的過程。

這樣的加工,
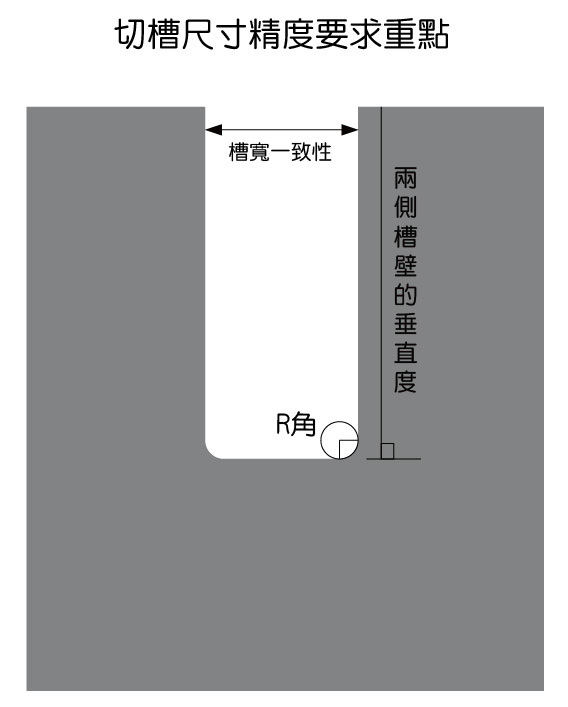
尺寸精度的要求相對較高
1.槽寬須全部一致
2.兩側槽壁須維持90°垂直角
3.底角導R角
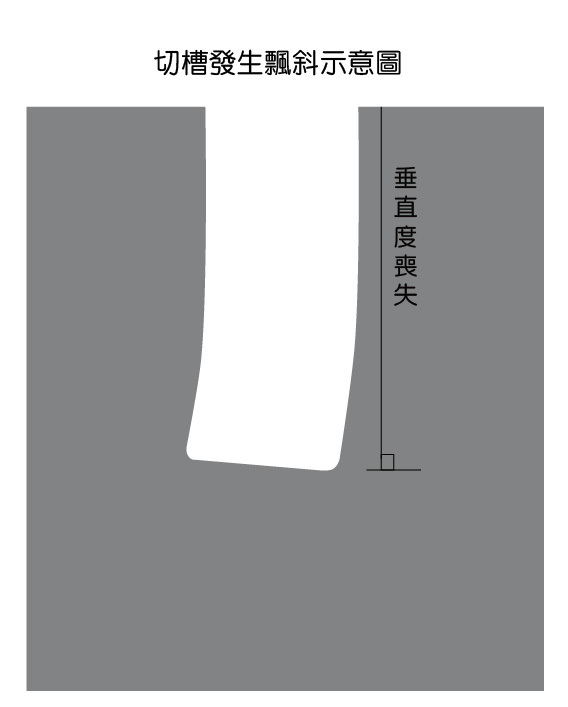
什麼是飄斜?
是此工藝有一個常見的問題,就是切槽後槽形出現往左或往右偏移的狀況!
業界常說的術語是「飄」
因此,我們也可以形容此狀況為「飄斜」。
這個問題會造成兩側槽壁的垂直度喪失,嚴重的話,需要重新再次加工!
為何會發生「飄斜」?
造成這個問題的原因有幾個:
①砂輪微小的偏擺,造成下切時往某一方向傾斜
偏擺的原因可能來自於修整時底部沒有確實修平,
由於砂輪的厚度很薄,如果修整器的銳角已經鈍了,很容易沒有確實修整完成。
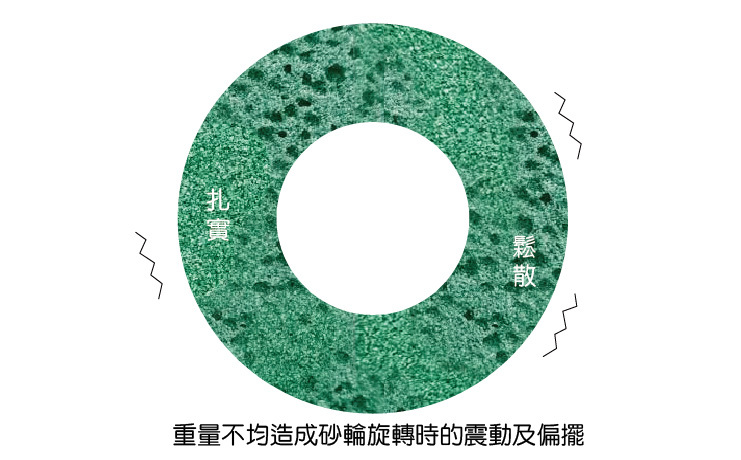
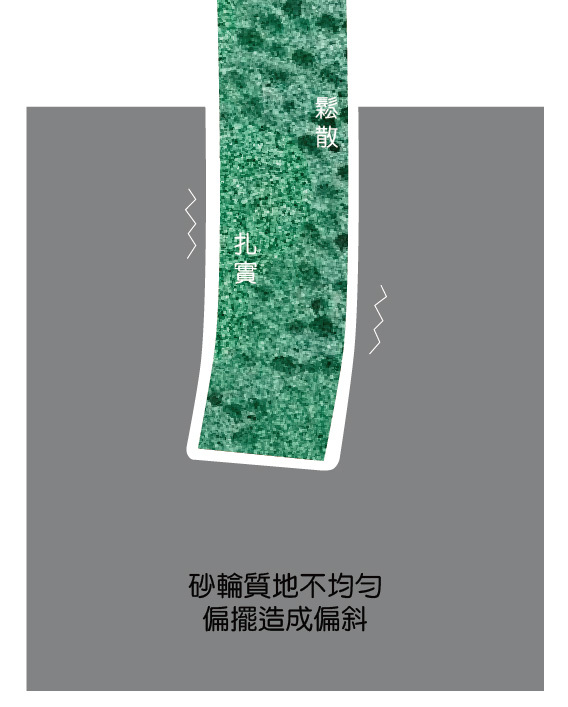
砂輪質地均勻與否也可能造成偏擺。
同樣因為砂輪的厚度很薄,如果砂輪的質地不夠均勻,
氣孔、結合劑、磨料在砂輪每個位置的重量不同,就會造成微小的偏擺,進而造成飄斜的狀況。
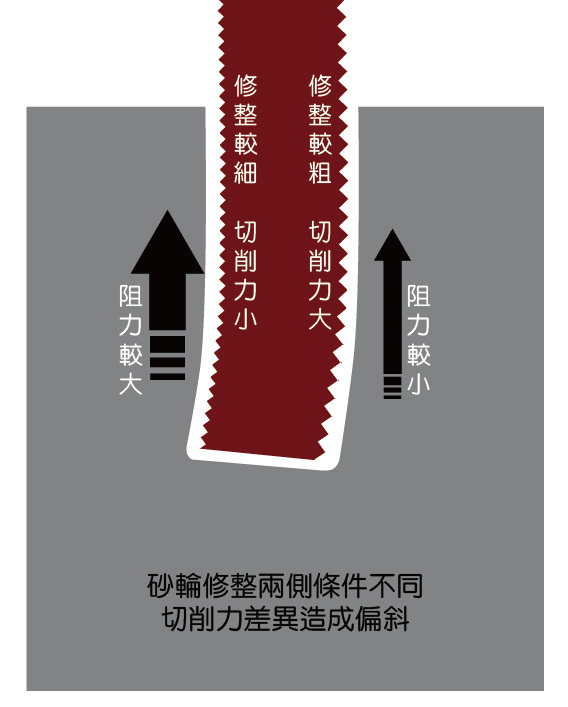
②砂輪兩側研磨力不均等
當砂輪作出切槽動作時,除了最前端外,砂輪的兩側也會進行切削作業。
如果整體的切削力不足,或者修整時兩側的修整條件有所差異,
兩側切削力不同,一邊阻力較大,自然就會出現往另一邊傾斜的現象。
解決方法是在修整時特別留意兩側的修整差異,
另外,如果提高整體砂輪切削力,也可能將這樣的修整差異縮到最小。
解決重點整理
飄斜解決重點:
根據以上原因,綜合解決的方式為下列三點:
。注意修整的細節
。選用質地均一的砂輪
。選用切削力好,自銳性與保持力兼具的砂輪(PGG成型研磨砂輪)
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
