
CBN磨料是近代開發的新磨料,由於硬度高,而且具有微破碎結構,因此,對於研磨高硬度的鋼材,能達到很好的效率。
然而,CBN砂輪在使用上需要註意幾個問題。
天擇砂輪商品介紹

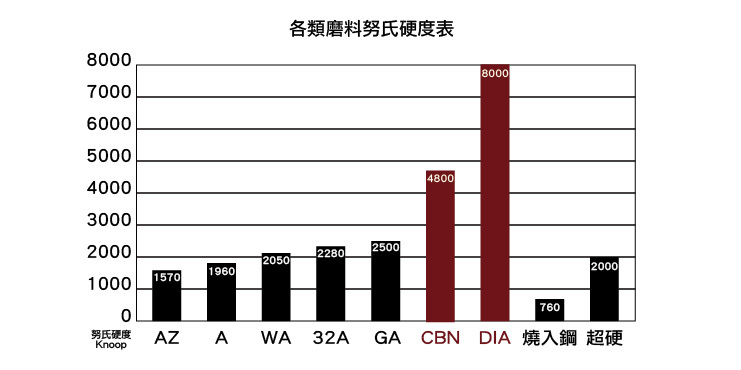
▲磨料中,CBN的硬度僅次於鑽石,遠高於GC等一般磨料
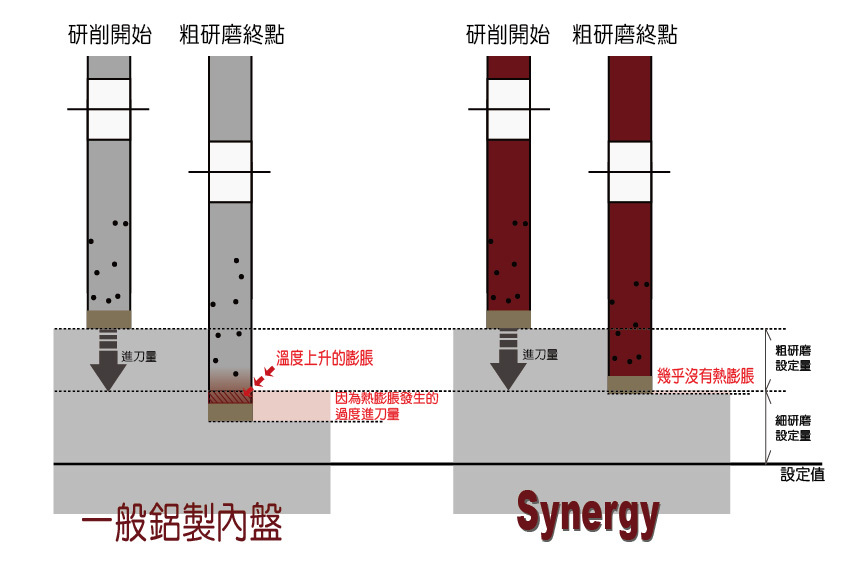
砂輪熱膨脹產生的問題

多數的CBN砂輪內盤是「金屬」製造而成,而CBN砂輪研磨時,大部份的熱能會往砂輪方向傳導。
所以,在研磨過程中,熱能會不斷地往砂輪內傳遞。這時金屬內盤就會因熱能累積而開始膨脹。
因為砂輪各個位置與熱源中心研磨點的距離不同,每個位置的膨脹程度也因此而有所差異,砂輪的真圓度喪失,可能會出現「震動」等問題!
另外,熱膨脹也會讓原先設定的進刀量改變。
比如說,原本設定進刀量是0.01mm,熱膨脹之後進刀量可能變成0.03mm,尺寸精度就不容易達成。
粒度差異造成的進刀問題
如之前所提,CBN磨料較一般磨料硬,再加上形狀也較尖銳。
雖然切削力好,但是如果選擇與一般磨料相同粒度,研磨面的粗糙度會變得太粗(接近切削的效果)。
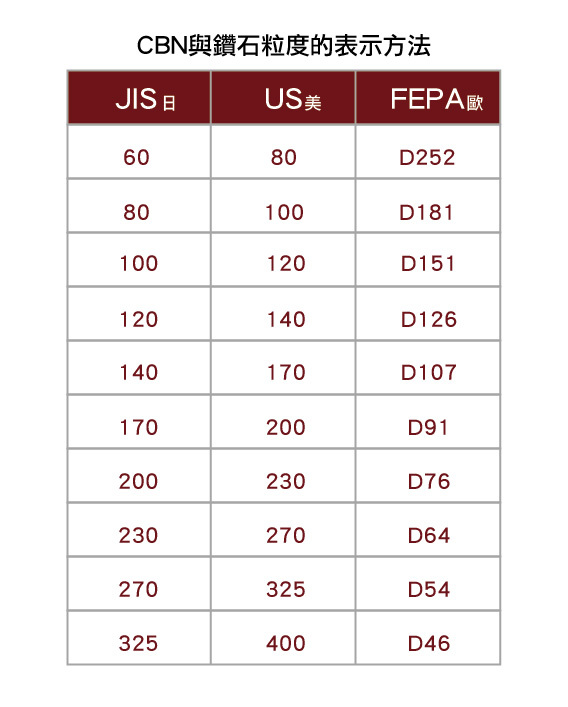
因此在實務上,CBN的粒度選擇會較一般砂輪細3~4階,比如一般砂輪的粒度是#80,CBN就會選擇#140 或是#170。
然而,這卻提高了進刀的難度,因為合適的進刀量約在磨粒直徑的1/10,
當選擇的粒度小,磨粒的直徑也小,進刀量範圍也就隨之縮小。
除了一開始對刀的難度提高外,如果因為操作或者機台問題,進刀量突然加大
就很容易造成燒傷等問題。也導致上面所說砂輪熱膨脹的現象。
再加上CBN砂輪結合劑比一般砂輪更加強固,自銳作用慢,也就會讓這種狀況更加惡化。
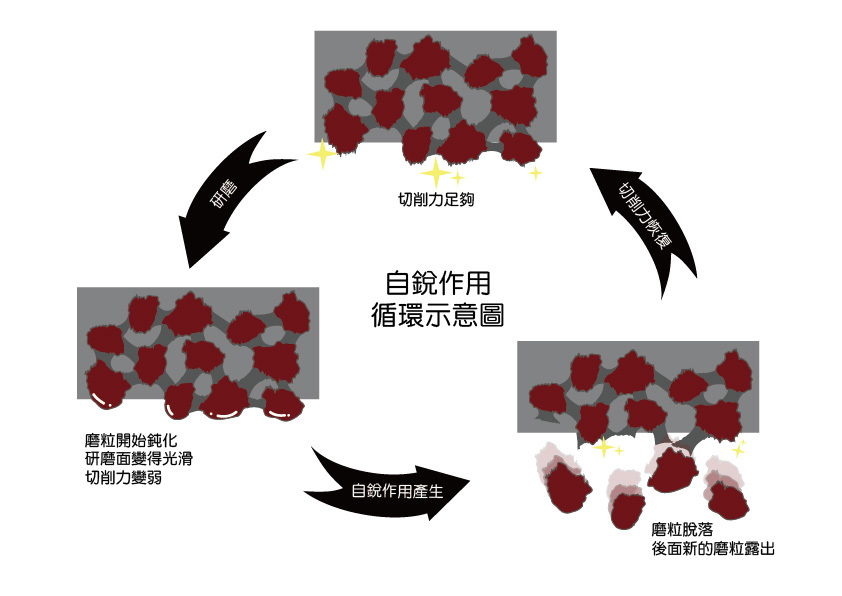
自銳作用
當切削力足夠
->研磨->磨粒開始鈍化,研磨面變得光滑,切削力變弱
->自銳作用產生
->磨粒脫落,後面新的磨粒露出
->切削粒恢復->切削力就會足夠
解決方案
為了避免上述問題,許多操作人員會選擇「放慢砂輪轉速」,來避免燒傷等問題。
然而,CBN有微破碎結構,轉速太慢並不利於發揮CBN的特性及優勢,也會降低研削比,並減少砂輪的壽命。
其它解決方法是:
①將金屬內盤,改為其它不會因溫度而熱膨脹的材質:
比如說陶瓷。以解決金屬內盤受熱膨脹,喪失真圓度的問題。
或者也可以:
②選擇新式的特殊含有大量氣孔的結合劑BK:
透過氣孔的作用,達到散熱的效果。同時,也因為接觸面積減少,研磨阻力降低,研磨溫度也會因此下降。

▲一般CBN結合劑
▲BK氣孔結合劑
重點整理
1、要留意CBN砂輪的熱膨脹問題
2、不可忽略因粒度較細而對進刀量造成的幹擾
3、除了降低轉速外,也可由內盤材質及結合劑氣孔來改善問題。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
