
當要研磨像是SKD類的硬料,常常會有的問題就是砂輪的磨耗太快,研削比太低,所以精度無法維持。而磨耗的原因是源於砂輪的自銳作用。
雖然因科技進步,所以發明了不易鈍化的磨料。可是相對的,結合劑如何配合就考驗著砂輪製造商了!
日本鐵肯的RZi砂輪,專為硬料材質調配,讓磨料發揮最大優勢!研削比提高!研磨硬料不再犧牲精度,加工效率提升感受得到!
RZi砂輪產品介紹
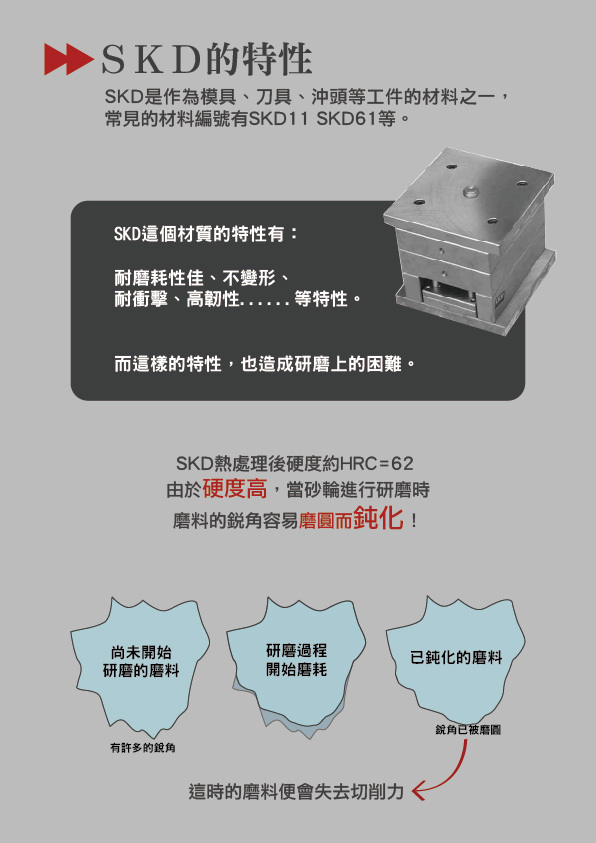
SKD的特性
SKD是作為模具、刀具、沖頭等工件的材料之一,
常見的材料編號有SKD11 SKO61等。
SKD這個材質的特性有:
耐磨耗性佳、不變形、
耐衝擊、高韌性......等特性。
而這樣的特性,也造成研磨上的困難。
SKD熱處理後硬度約HRC=62,
由於硬度高,當砂輪進行研磨時,模料的銳角容易磨圓而鈍化!
-----------
1.尚未開始研磨的磨料-有需多的銳角
2.研磨過程中開始磨耗
3.已鈍化的磨料-銳角已被磨圓
->這時的磨料便會失去切削力
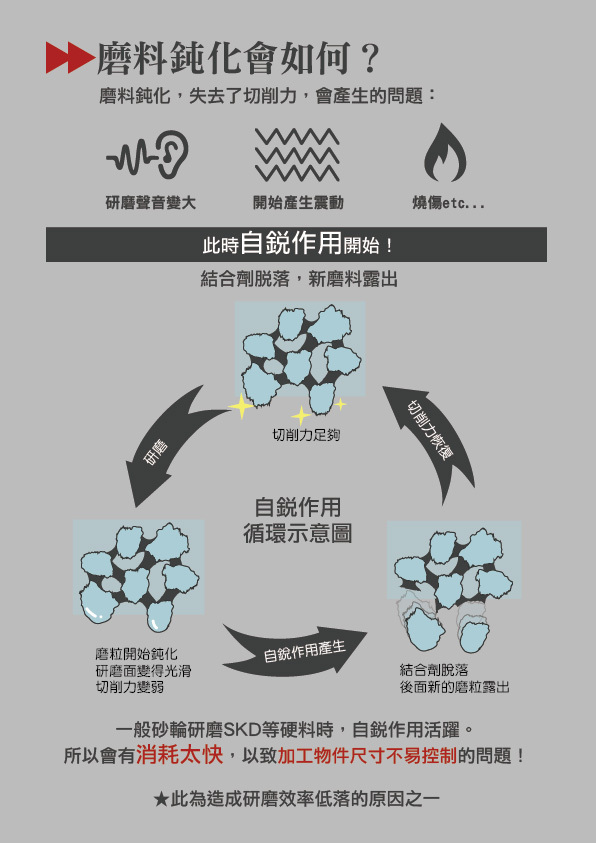
磨料鈍化會如何?
磨料鈍化,失去了切削力,會產生的問題:
研磨聲音變大
開始產生震動
燒傷
此時自銳作用開始!
「研磨開始->磨粒開始鈍化->研磨面變得光滑
切削力變弱->自銳作用產生->結合劑脫落->後面新的磨粒露出->切削力恢復->切削力足夠-重複研磨」
結合劑脫落,新磨料露出
一般砂輪研磨SKD等應料時,自銳作用活躍。
所以會有消耗太快,以致加工物件尺寸不易控制的問題!
此造成研磨效率低落的原因之一
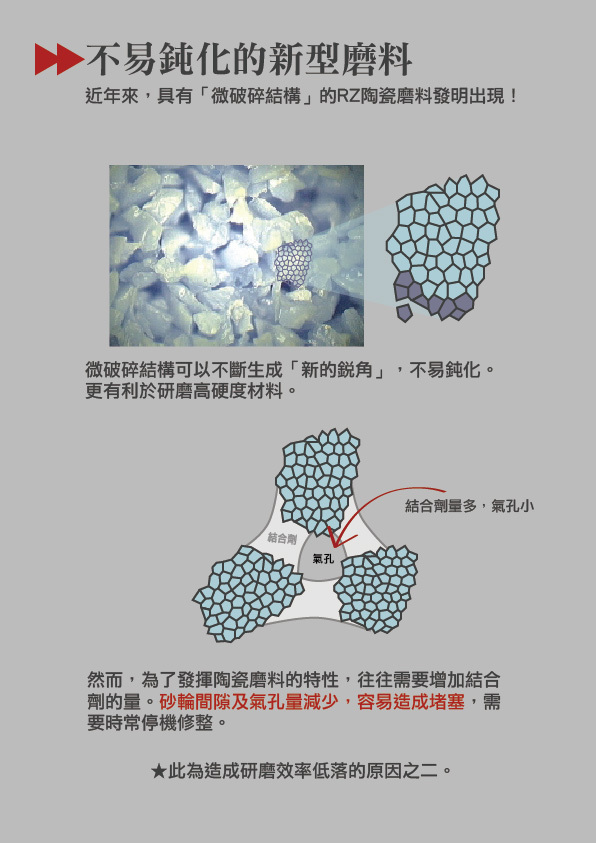
不易鈍化的新型磨料
近年來,具有「微破碎結構」的RZ陶瓷磨料發明出現!
微破碎結構可以不斷生成「新的銳角」,不易鈍化。
更有利於研磨高硬度材料
然而,為了發揮陶瓷磨料的特性,往往需要增加結合劑的量。砂輪奸細及氣孔量減少,容易造成堵塞,需要時常停機修整。
此為造成研磨效率低落的原因之二。
日本鐵肯配方
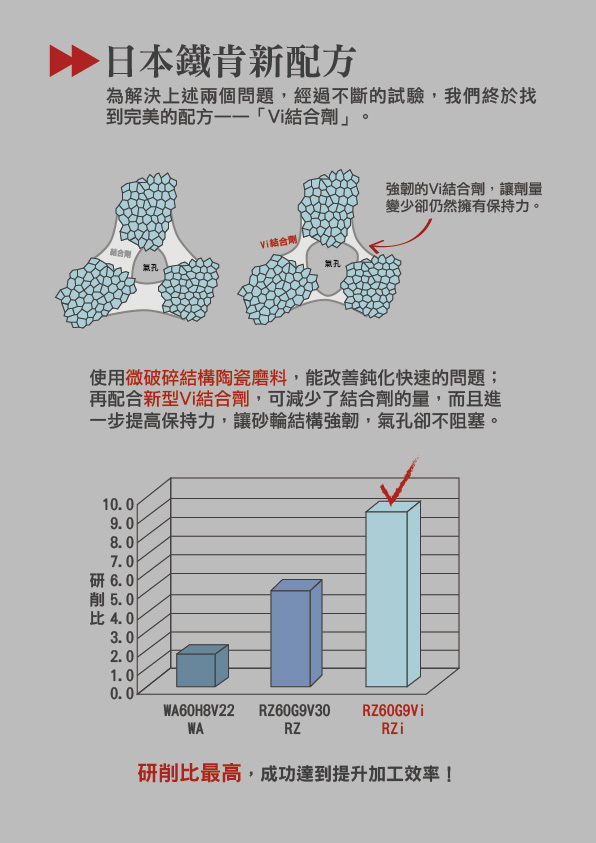
為解決上述兩個問題,經過不斷的試驗,我們終於找到完美的配方--「Vi結合劑」。
使用微破碎結構陶瓷磨料,能改善鈍化快速的問題;再配合新型Vi結合劑,可減少了結合劑的量,而且近一步提高保持力,讓砂輪結構強韌,氣孔卻不阻塞。
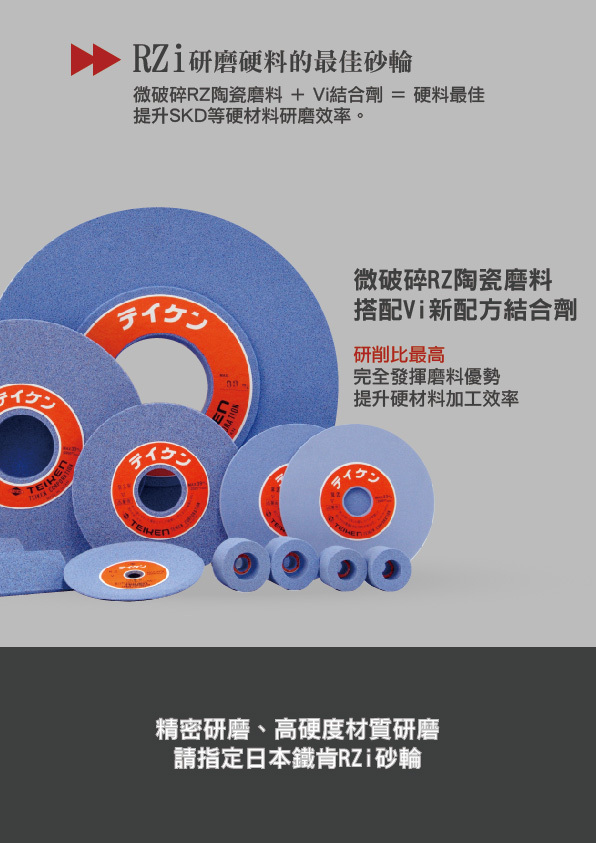
RZi研磨應料的最佳砂輪
微破碎RZ陶瓷磨料+Vi結合劑=應料最佳 提升SKD等硬材料研磨效率。
微破碎RZ陶瓷磨料,搭配Vi新配方結合劑
研削比最高
完全發揮磨料優勢
提升硬材料加工效率
精密研磨、高硬度材質研磨,請指定日本鐵肯RZi砂輪
換言之,要提昇研磨SKD等硬料的效率,需要找到兼顧減少結合劑的量,
又不喪失保持力的方法,經過不斷的試驗,我們終於找到完美的配方。
不但減少了結合劑的量,而且進一步提高保持力。
以加工SKD11 工件尺寸 290*210*50mm 為例。
單次進刀量0.02mm,總研磨量0.3mm,
RZi砂輪不但可以不需修整,而且本身消耗極少,
可以說是目前研磨硬料的最佳砂輪選擇。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
