
鋁容易產生氧化膜,熱膨脹係數大,容易堵塞。
研磨時,理論上適合大進刀量研磨。
但是如果工件中空的管件的話,
大進刀容易擠壓造成研磨尺寸不佳另外,
由於材質軟,很容易刮傷,屬於非常不容易研磨的材質。
根據我們的觀察,關於鋁管研磨,
常見的問題可以陽極前後以及面粗度要求分別來探討。

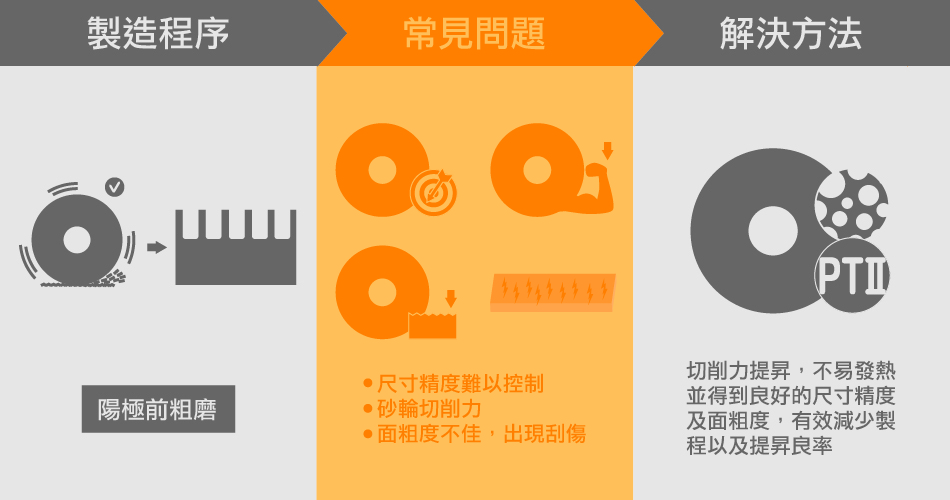
問題一: 陽極前粗磨
常見的問題有
◆尺寸難控制:管件厚薄不一,尺寸精度難以控制,圓筒度容易喪失
◆效率差:砂輪切削力不足,需要分多段研磨
◆良率不高:面粗度不佳,甚至容易出現刮傷,造成後段加工不易
陽極前粗磨解決方案__PT2砂輪
PT2砂輪:
◆特殊的氣孔設計
◆切削力大幅度提昇,不易發熱,可以得到良好的尺寸精度
◆可得到好的面粗度,並有效減少製程以及提昇良率
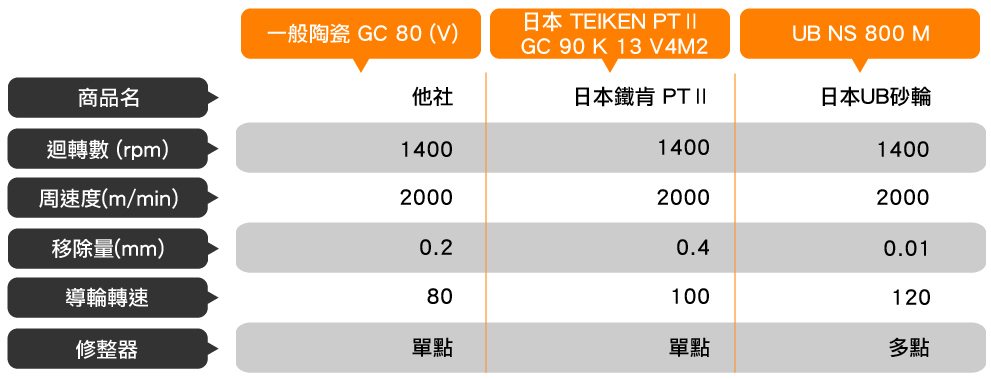
PT2研磨實績
工件材質: AL T6 6061、7050
工件尺寸:L:300mm 外徑 28mm、厚薄管(最薄處0.1mm以下)
工件尺寸:榮光18型無心磨床
砂輪尺寸:PTⅡ砂輪455*205*228.6mm GC90 K13 V4M
切削液:水性切削液
測試結果:
◆切削能力:
優異,厚薄管工件很難控制尺寸(薄處切削能力下降),
使用PTⅡ砂輪,切削能力很強,可以改善此一問題。
若調整修整方式,切削能力可達0.1mm/pass以上
◆面粗度:
優異,由修整條件控制。
在切除量0.04mm的情況下,面粗度可達Ry=2.1um(Ra=0.2um)
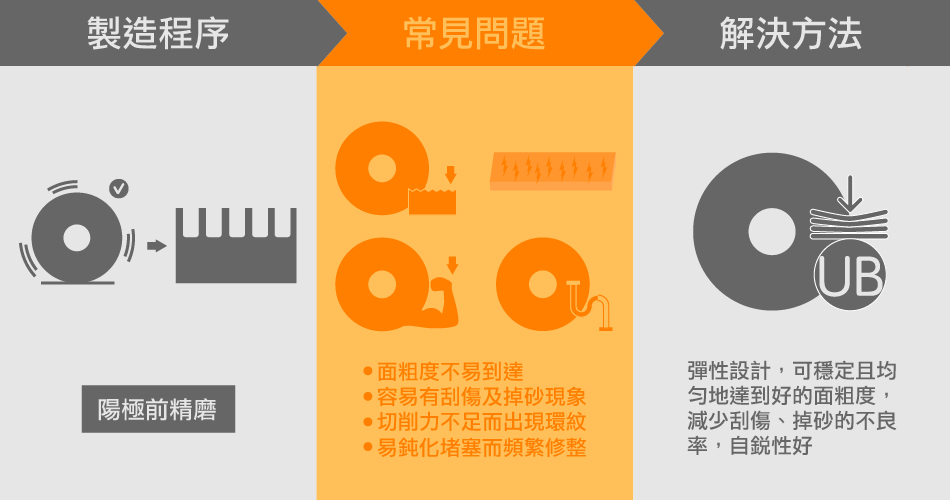
問題二: 陽極前精磨
常見問題有
◆硬度軟:鋁的硬度太軟,面粗度不易達到
◆掉砂情形:容易有刮傷
◆紋路明顯:細砂輪切削力不足,研磨後容易有環紋出現
◆效率差:一般細砂輪容易鈍化堵塞,需要時常修整砂輪,造成加工效率低落
陽極前精磨解決方案__彈性UB砂輪
◆彈性設計:UB砂輪特殊的彈性設計,可以穩定且均勻地達到好的面粗度
◆獨家纖維:UB砂輪的磨料被包覆在獨家的纖維中,減少直接碰觸工件的力量
◆良率提升:可以有效減少刮傷、掉砂的不良率
◆面粗提升:比一般砂輪柔軟,不易產生震動,並造成紋路
◆效率提升:自銳性好,不需要時常修整,加工效率高。
UB無心研磨輪研磨實例
研削盤:台灣榮光18型
砂輪規格:7A 455*205*228.6mm
加工工件:鋁 6061 7050
濕或乾式: 濕式
研磨後結果
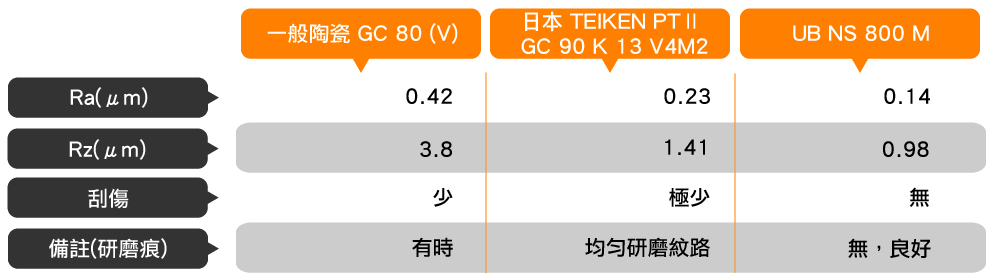
精磨後面粗度測量結果

陽極前的鋁管件研磨,
重要的是在高良率的情況下,穩定地達到目標面粗度,
上述的製程,是目前相當有效率的作法。
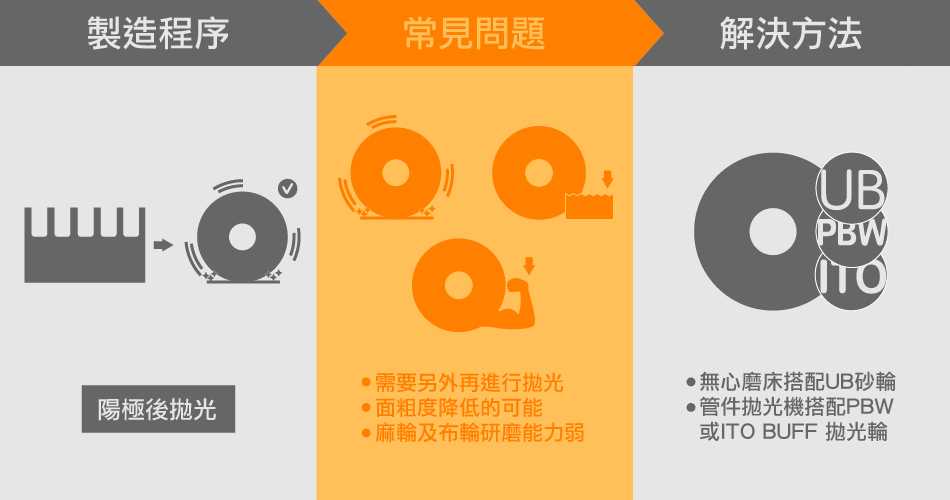
問題三: 陽極後拋光
依產品種類不同,有些產品研磨後,需要再作硬陽或陽極處理。
表面處理後,工件的表面並不十分光滑
所以,很多時候需要另外再進行拋光,甚至可以進一步達到降低面粗度的可能。
但是,由於其硬度提高,
如果使用一般麻輪及布輪,由於研磨能力弱,
所以不但拋光時間久,而且能夠改變的面粗度範圍有限
陽極後拋光的解決方案
① UB砂輪 搭配無心磨床
由於無心磨床的剛性強,可以產生足夠的切削力,
如果陽極層厚度夠,在允許較多的移除量的前題下,可以達到極低的面粗度。
② ITO BUFF拋光輪 或 PBW拋光輪 搭配管件拋光機
一般來說,拋光機的剛性較不足,
但如果搭配PBW或ITO BUFF拋光輪,
由於這兩種拋光輪本身不但具備柔軟性也含有磨料,
因此能夠產生足夠的研磨力,進一步提昇面粗度,
只是效果不如無心磨床,但設定及操作容易許多。
結論
鋁原就屬於難研磨的材料,而鋁管的難度就更高了,
不過,如果搭配適合的砂輪,還是能達到良好的成果,
除了砂輪及拋光輪外,
從事鋁研磨加工時,切削油、過濾系統、加工環境等,
對於加工的效率,特別是良率上,也扮演舉足輕重的角色,也需要特別留意。
產品訂購或報價歡迎聯繫SEYA
SEYA客服時間:週一至週五 9:00~18:00
Youtube:https://reurl.cc/n586k1
更多優惠資訊:➜https://linktr.ee/seya.com.tw
海外服務:➜https://api.erweicaihong.cn/YMF0
歡迎加LINE ID:53248678
電話:04-22950405
本文由砥礪琢磨原創,如需轉載,請註明出處。
