
由於不鏽鋼質地較軟,研磨過程中容易產生刮傷,使研磨成品的面粗度不甚理想。該如何避免工件刮傷,同時提升研磨效率是一項重要課題!
SUS 316是「醫療級不鏽鋼」,因含有鉬(Mo)元素,與SUS 304相比更耐腐蝕、更堅固,常用於食品工業、沿海設施、醫療器材等,應用廣泛。由於不鏽鋼質地較軟,研磨過程中容易產生刮傷,使研磨成品的面粗度不甚理想。
該如何避免工件刮傷,同時提升研磨效率是一項重要課題!
生堯技術團隊發現,不鏽鋼工件出現刮傷主要有以下三點原因:
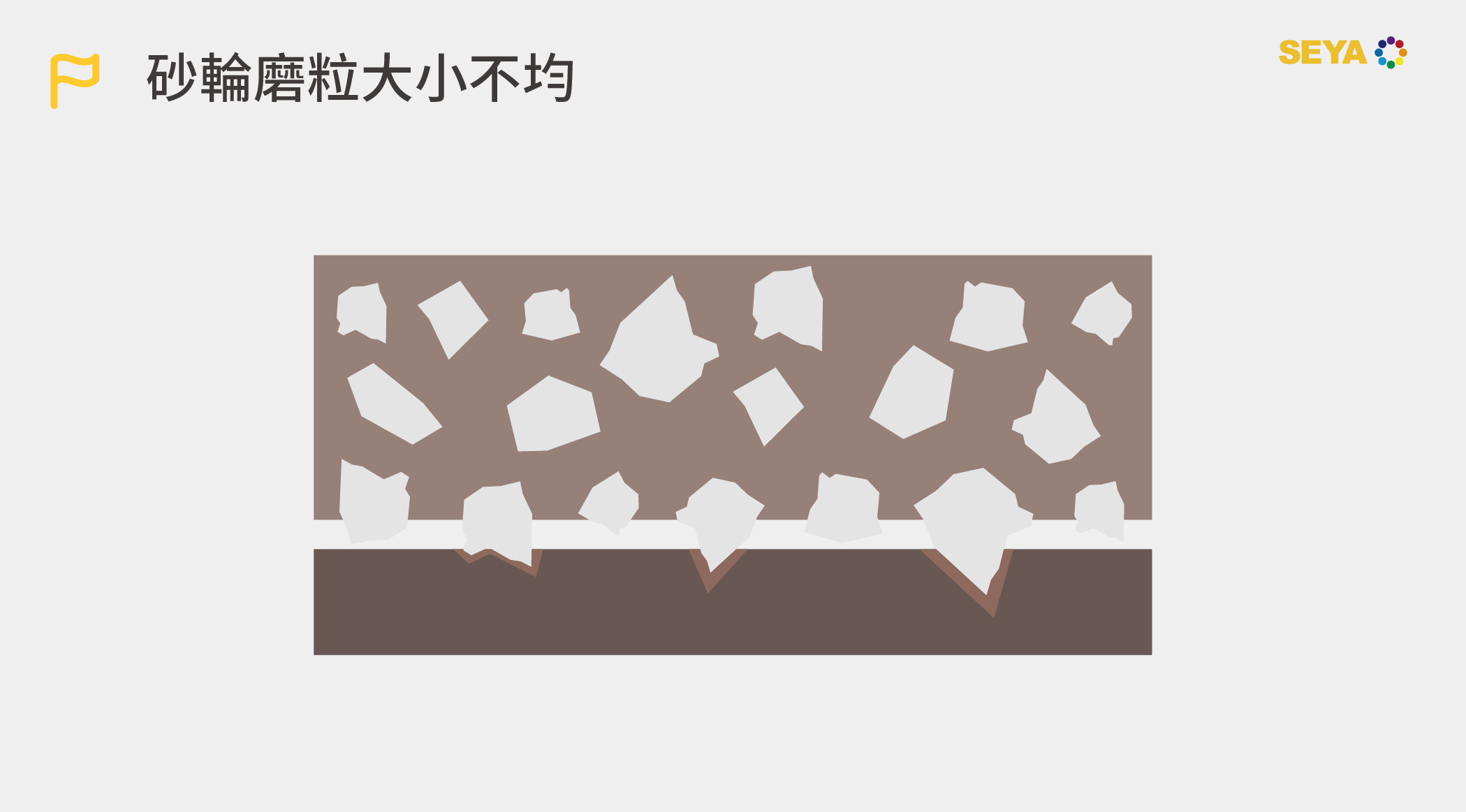
砂輪磨粒大小不均
砂輪中最大與最小的磨粒,其粒徑可能有好幾倍差距,較大的磨粒較突出,就會造成研磨工件的深淺不平均。
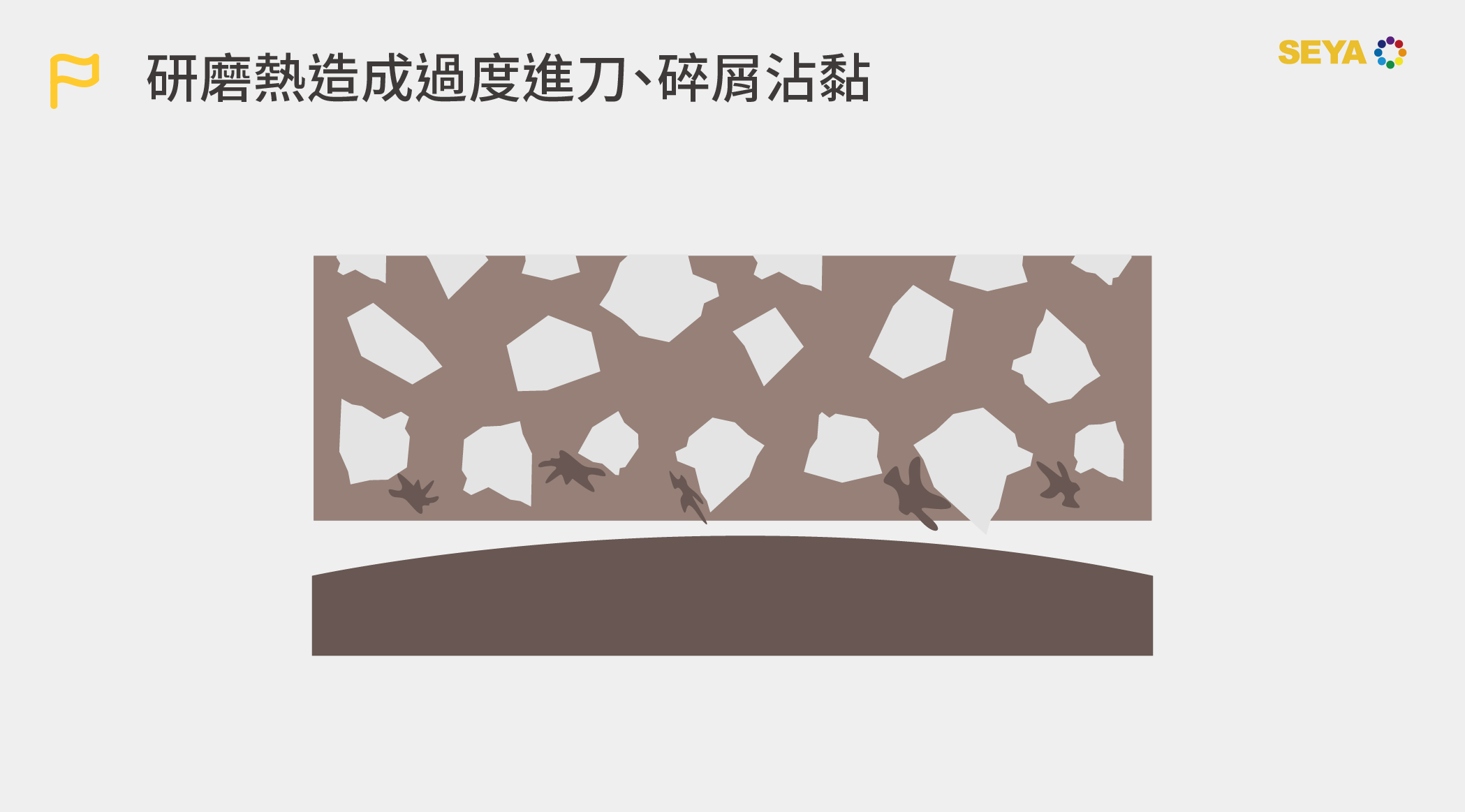
研磨熱造成過度進刀、碎屑沾黏
質地較軟的不銹鋼容易因研磨熱膨脹,進刀量相對變大,造成工件出現深溝;高溫也會使碎屑融化,附著在砂輪或工件表面,研磨時便容易產生刮痕。
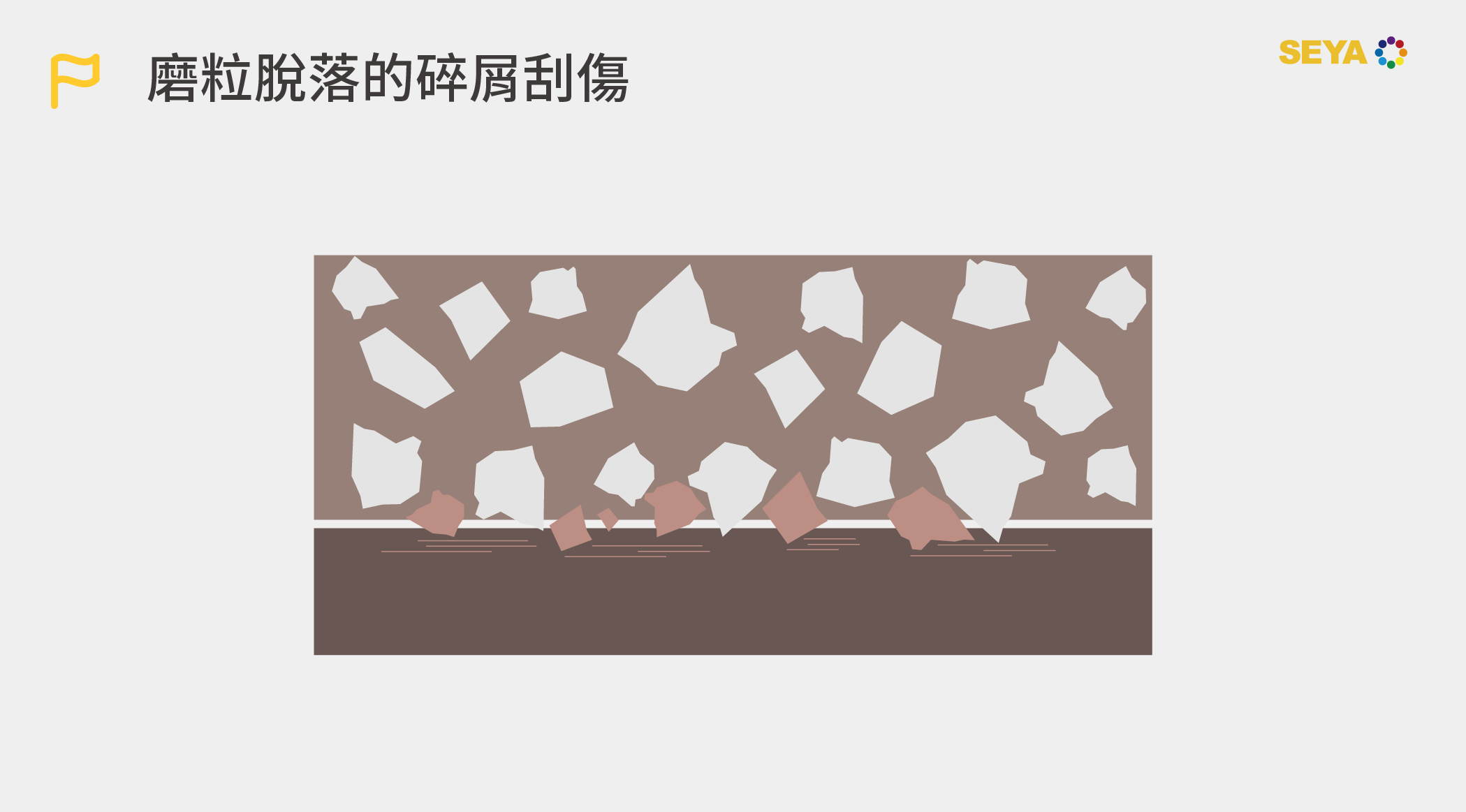
遭磨粒脫落的碎屑刮傷
若砂輪結合力不均,研磨過程中可能造成大片掉砂,若沒有迅速排除,使其滯留在工件或砂輪表面的話,將形成嚴重的刮傷。
要解決不鏽鋼研磨的刮傷問題,生堯技術團隊嚴選了大氣孔砂輪:PT2次元氣砂輪
日本Pore-TEC氣孔技術
均勻分布的大氣孔有極佳的散熱效果,能降低研磨熱、迅速排除碎屑,有效減少因工件膨脹或砂輪堵塞而刮傷的情況發生。
宮島流結合劑技術
特殊結合劑結構使砂輪有良好形狀保持力,兼具切削力,保持高度自銳性。
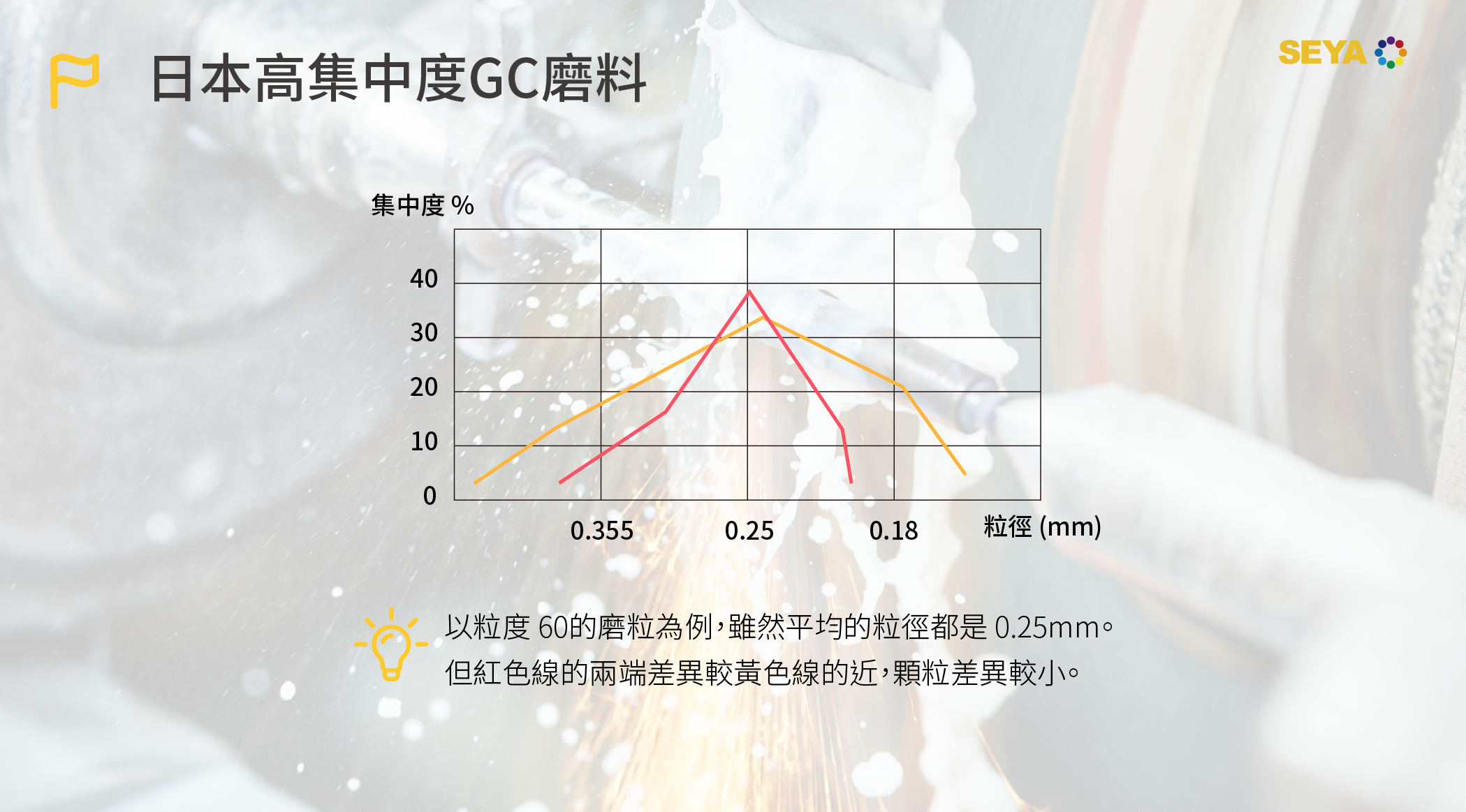
日本高集中度GC磨料
大小均勻且鋒利的磨料,保持高品質的切削力,可長時間進行磨削加工,大幅提升加工效率。

此外,PT2次元氣砂輪可依據不同研磨工件及條件,客製化氣孔大小與數量,不但解決不鏽鋼刮傷問題,同時提升研磨效率!
※以上是SEYA生堯砥研的分享,若對砂輪、調整輪的選擇與搭配,或研磨相關技術有任何問題,歡迎與我們聯絡與諮詢!
#SEYA生堯砥研 #PT2次元氣砂輪 #不鏽鋼 #SUS316 #刮傷 #氣孔 #研磨熱 #砂輪堵塞 #研磨解方 #生堯技術團隊 #提升效率 #面粗度 #表面均勻 #獨家技術 #客製化 #銅 #鋁
–––––
服務專線:(04)2295-0405 轉分機 #118業務部
Line官方帳號:@mjy1333k
微信官方帳號:18411032982
客服信箱:abrasive@seya.com.tw
