
鈦在應用極廣,多用來製作成鈦合金並廣泛應用在比如醫療人工關節,飛機零件等等高精度的零件上,但純鈦的提煉較為困難。
問題探討:(細部分析問題可能發生的原因)
客戶向我們反映原先的PA砂輪進刀量不夠,就算只進刀3um也會燒傷,詢問是否有無推薦方法可以解決這項問題,提高工作效率。

首先,必須先了解鈦這個材質,鈦在市場的應用極廣,強度高,耐蝕性好,低溫承受力高,在-253°也能維持一定的塑形,熱導率小,最重要是對人體無害,不容易引起過敏發炎,且能與人體組織做相容,因此鈦金屬多會再用來製作成鈦合金並廣泛應用在比如醫療人工關節,飛機零件等等高精度的零件上,但純鈦的提煉較為困難,價格也非常昂貴。
純鈦的加工也不是那麼容易,因為純鈦的熱導率小,所以加工的研磨熱較難透過工件傳導做散熱,會將大量的熱都傳至砂輪,那在加工時就會出現溫度過高的狀況造成燒傷。
實際測試:
那如何解決加工溫度過高的狀況呢?

生堯技術團隊針對此案件用了HW翡翠砂輪來做測試,HW翡翠砂輪自銳性高,混合WA與GC磨料,補足GC硬脆性高消耗快的問題,同時保持切削力,加上日本獨家技術的氣孔,使其排屑功能良好,減少加工研磨熱,進刀量也可以從3um提升到5um,提升近乎兩倍,也就等於加工效率提高兩倍,尺寸精度也能輕鬆達到5um內,研磨純鈦的測試結果非常成功。
總結:
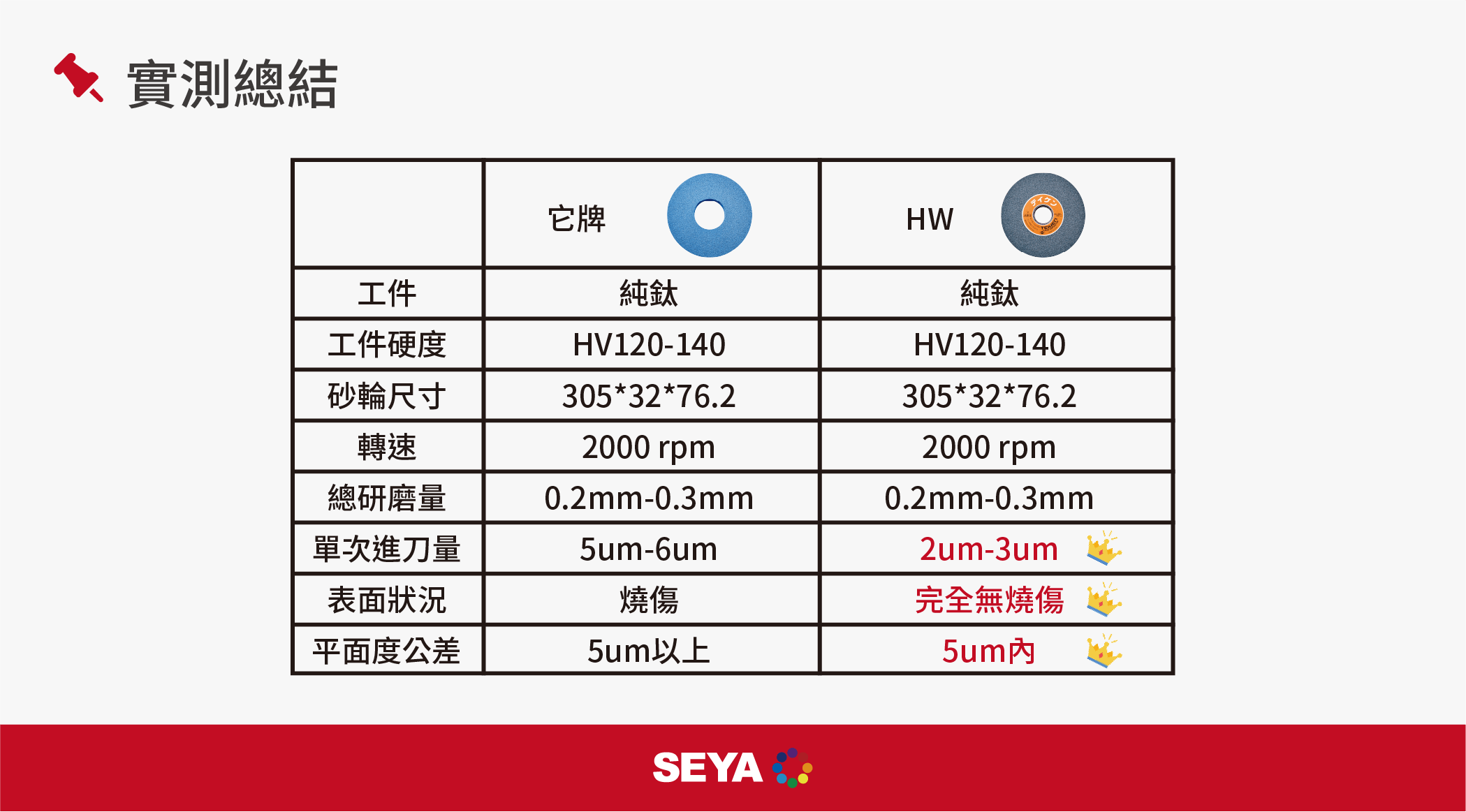
從圖表可知,HW翡翠砂輪相比一般氧化鋁砂輪可以高出至少2倍以上的成效,不僅能解決燒傷的問題,還能夠加大進刀量,就算有尺寸公差也完全沒問題,HW翡翠砂輪本身就具有獨一無二的特性,通用性高,排屑自銳性好,一般加工會需要區分鐵系非鐵系,混合磨料就能減少更換砂輪的時間,整體加工效率更能提高。
以上是SEYA生堯砥研的分享,若對砂輪、調整輪的選擇與搭配,或研磨相關技術有任何問題,歡迎與我們聯絡與諮詢!
–––
服務專線:(04)2295-0405 轉分機#118業務部
Line官方帳號:@seya
微信官方帳號:18411032982
客服信箱:abrasive@seya.com.tw
#SEYA生堯砥研 #砂輪堵塞 #HW #翡翠砂輪 #平面磨床 #鈦 #研磨熱 #日本 #氣孔 #研磨實測 #成功案例 #客戶回饋 #研磨解方 #生堯技術團隊
