
相較於一般厚工件,薄板工件研磨難度較高,原因是較薄的工件熱傳導較快,容易有熱膨脹的情形,而熱膨脹問題會大幅影響研磨精度。

相較於一般厚工件,薄板工件研磨難度較高,原因是較薄的工件熱傳導較快,容易有熱膨脹的情形,而熱膨脹問題會大幅影響研磨精度。研磨薄板時,工件的兩端是熱膨脹最明顯的部分,此時會發生的研磨問題如下:
◆過度進刀
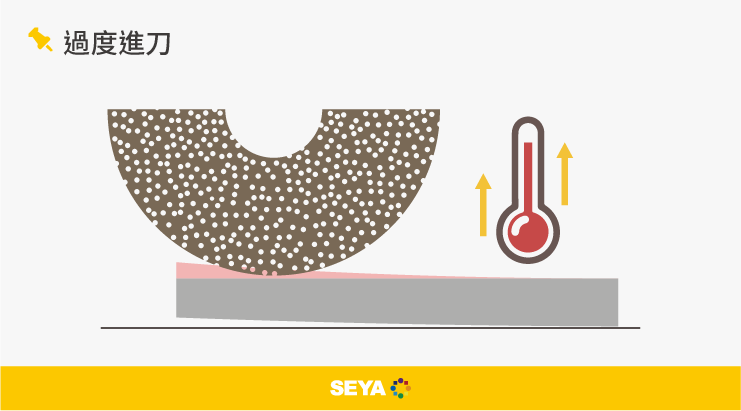
因工件膨脹導致進刀量增加,砂輪因過度進刀使得研磨溫度提高,造成熱傷害的惡性循環。
◆研磨震動
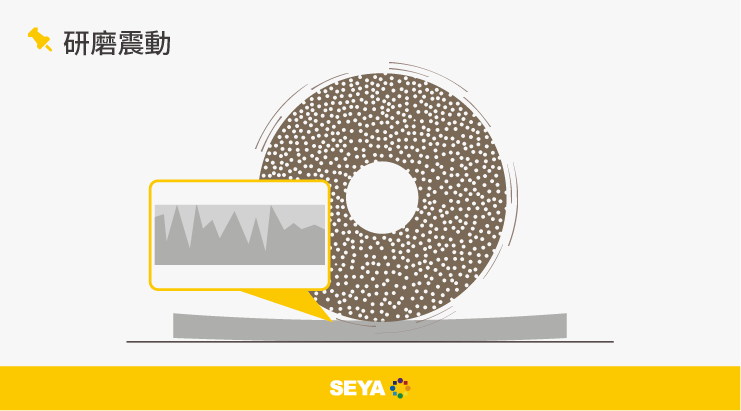
進刀量變大,若砂輪的切削力不足,就容易發生無法切削工件的情況,進而導致砂輪彈跳、震動,影響面粗度,甚至因震動脫落的磨料,造成工件產生深層刮傷。
為了避免以上研磨問題,生堯技術團隊經過各式研究與測試後,嚴選出適合研磨薄板工件的砂輪:HW翡翠砂輪
HW翡翠砂輪擁有以下兩大特點:
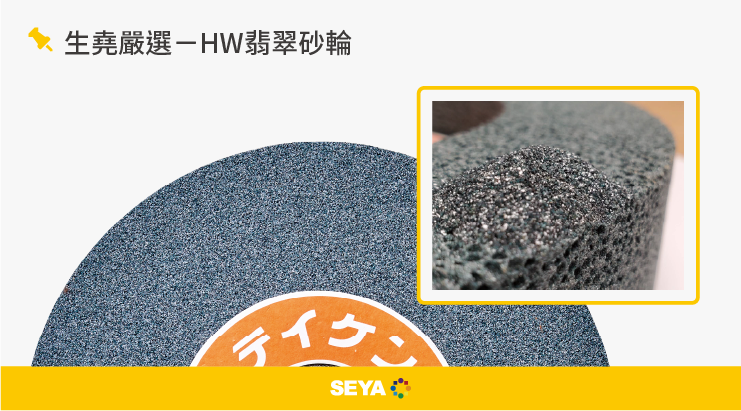
日本獨家Pore-tec氣孔技術
增加!切削力:氣孔有效減少研磨阻力,提升切削力,降低研磨熱,減少工件熱膨脹的程度。
增加!散熱力:氣孔將熱與碎屑排出,使砂輪不易堵塞、減少發熱,大氣孔提供研磨碎屑躲藏空間,避免刮傷工件。
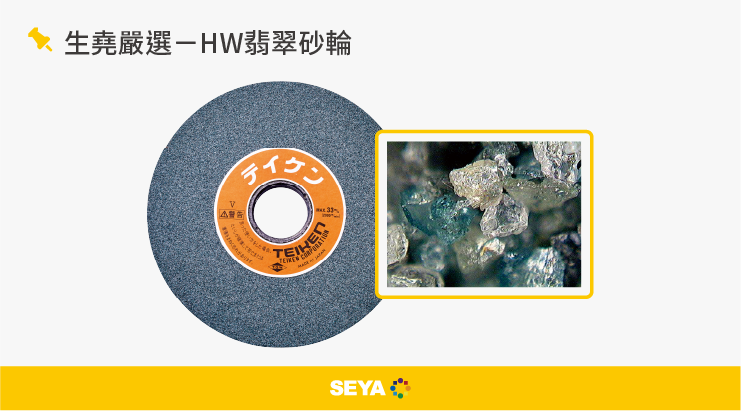
WA、GC雙磨料技術擁有高自銳性
WA與CG的膨脹係數不同,研磨時高溫會使磨料脫離,達到優秀的自銳效果,讓砂輪保持切削力,不易累積研磨熱。
HW翡翠砂輪優異的性能,不論研磨金屬薄板亦或是厚工件,都能擁有良好的研磨成果。日本獨家的氣孔技術,有效散熱,解決研磨熱膨脹問題;切削力強、高自銳性,使HW翡翠砂輪可以長時間加工,提升研磨效率!
※以上是SEYA生堯砥研的分享,若對砂輪、調整輪的選擇與搭配,或研磨相關技術有任何問題,歡迎與我們聯絡與諮詢!
–––
服務專線:(04)2295-0405轉分機118業務部
Line官方帳號:@seya
微信官方帳號:18411032982
客服信箱:abrasive@seya.com.tw
台灣網站:https://linktr.ee/seya.com.tw
海外連結:https://api.erweicaihong.cn/YMF0
#SEYA生堯砥研 #內圓磨床 #外圓磨床 #平面磨床 #無心磨床 #研磨解方 #生堯技術團隊 #熱膨脹 #研磨熱 #HW #翡翠砂輪 #薄板 #金屬
