
金屬管樂器一般採用黃銅或白銅等材料,因為這兩種材料所製造出的樂器音色獨特,品質出色,聲音不易衰減,再加上本身材質耐蝕性好,能夠保持樂器外型光亮。
金屬管樂器一般採用黃銅或白銅等材料,因為這兩種材料所製造出的樂器音色獨特,品質出色,聲音不易衰減,再加上本身材質耐蝕性好,能夠保持樂器外型光亮。
而鋁管件的拋光,也是很重要的一部分,不管是配合件或是胎框等,這些都會在拋光之後才會進行陽極處理來讓表面形成氧化保護層,避免鏽蝕等狀況。
但這兩種材質在拋光時都會有相同的問題,以下就針對鋁銅自動化拋光產生的問題做深入探討。
■問題深入探討:
◆鋁拋光產生起火

起火狀況主要是因為鋁合金裡含有鋅、錳、矽、鎂等合金元素,而鎂本身的元素性質很不穩定,一般鎂在空氣中會有氧化層薄膜防止鎂與空氣反應,但若是因為研磨使其變成粉塵狀,失去氧化膜保護後,溫度高就容易與空氣產生劇烈反應,因而起火,因此在研磨溫度高的情況下就容易出現起火的狀況。
◆鋁管件陽極前拋光熱變形
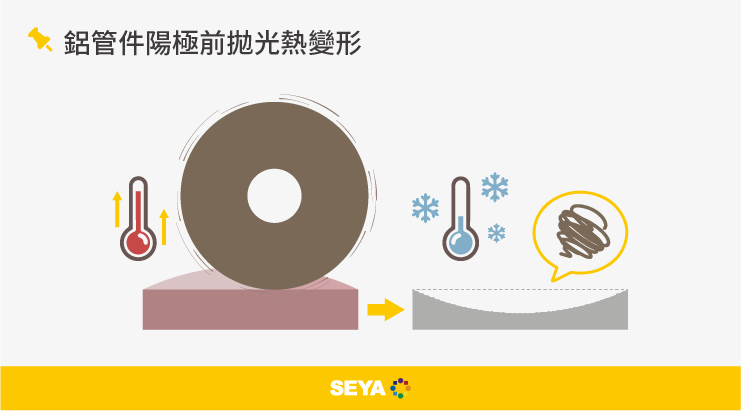
造成熱變形的原因,是因為研磨時溫度過高,工件內部的結晶結構產生改變,使其硬度降低,當硬度降低,而拋光時對工件施加壓力,就會讓工件向內變形成內凹狀,整體的表面粗糙度及真圓度都會降低,發生熱變形時,就無法再往後做下一步陽極處理或其他製程,影響生產成本及良率。
◆銅件拋光工件刮傷、砂輪堵塞

工件刮傷主要是因為材質本身硬度低韌性高,拋光時所產生的碎屑具黏性,容易堵住砂輪的氣孔,當砂輪氣孔無法散熱,工件溫度會提高,又有微小的碎屑掉落在工件上時,會因為高溫讓碎屑黏著,出現毛刺,若是又被砂輪拖行,就會在工件表面上留下刮痕,表面精度不高,聲音在管類會形成不規律的反射,甚至吸收本來該有的頻率,讓音色變得不優美,對於樂器來說這個問題是個致命傷。
■常見辦法:
◆使用麻輪或布輪拋光
這兩種砂輪切削力較差,所以會加大進刀量以完成拋光,但壓力大的狀況下會使研磨溫度提高,從而產生色差,為了降低研磨溫度,理論上就要降低轉速,減少進刀量,砂輪對工件的壓力減少,自然也會降低研磨發熱,但這樣會衍生出加工效率變差的問題,並不是最佳的解決方法。
◆使用麻輪或布輪拋光
問題也顯而易見的相同,透過溫度提高的方式暫時降低工件的硬度,再加壓做材料的去除,來提升表面粗糙度,雖然有效,但麻輪布輪的切削力其實不足,雖然有效果但拋光時間會拉長,效率相對降低。
◆砂帶粗磨,麻輪布輪搭配拋光臘
傳統製程中常用砂帶粗磨,麻輪布輪搭配拋光臘來進行後段拋光,粗磨的砂帶雖然服貼性好,但因為表面只有一層磨粒,無自銳作用,很快就會堵塞失去切削力,需常更換,無法實現自動化,而麻輪布輪的拋光性能雖不錯,但因為樂器表面通常多是曲面或多孔洞,使拋光蠟在拋光後不好清洗,增加清洗時間,且因為清洗後殘留物會浮在水面上,工件拿起來時又會汙染工件,所以這樣的方式缺點都有待改善。
■解決方案:
◆特殊散熱彈性拋光輪
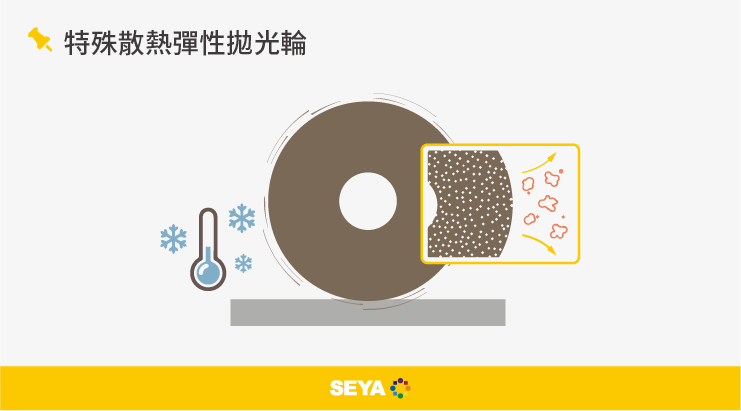
市面上有許多針對材料去做調整的砂輪,如果不想降低工作效率就必須更換砂輪,砂輪本身散熱好就能減少高溫產生熱變形的機率,或是採用全合成的水性切削液,這種切削液強調冷卻性能,對於高溫的精加工有不錯的成效。
◆細粒度的彈性拋光砂輪

因為彈性砂輪本身富有彈性,在高精度的拋光製程中最害怕震動,彈性砂輪可以吸收震動,減少研磨誤差,且切削力也會比麻布輪更強,但強度會需要調整,依據機台剛性強弱調整強度。
◆修整器修整

選用細粒度的彈性砂輪,除了服貼工件表面進行拋光的特性外,使用砂輪的穩定性更高,有自銳性保持銳利,還可以用修整器修整,符合自動化拋光的條件,不過砂輪本身的規格需要做微調,挑選散熱性好的砂輪,由氣孔去做散熱及排屑,降低堵塞機率,且需具備較強結合力,減少砂輪掉砂機率,避免刮傷,同時彈性結構還可以有效去前段製程的刀痕,可謂是一舉兩得。
■總結:
以上所說的兩種材質,性質上差不多,應用範圍也多屬於量產形工件,當需要大量生產時,若能夠實現完全的自動化,那效率會大大的提升,所以今天總結不管是鋁或是銅類,都會建議使用具彈性的拋光砂輪,彈性結構最重要是和貼合工件表面加工,吸收磨床震動減少刮傷,配合散熱性能還可以有效降低研磨溫度,溫度降低,很多問題都能迎刃而解,希望今天的分享能對大家在實現自動化上有所幫助。
※以上是SEYA生堯砥研的分享,若對砂輪、調整輪的選擇與搭配,或研磨相關技術有任何問題,歡迎與我們聯絡與諮詢!
–––
