
客戶需求:降低拋光溫度,避免管件熱膨脹變形
■客戶需求:
降低拋光溫度,避免管件熱膨脹變形
■問題探討:
首先,可以先了解為什麼鋁管件需要拋光,通常鋁管件會以陽極處理來保護,因為一般鋁容易氧化,雖形成的氧化層有一定的鈍化作用,但長期曝曬容易脫落失去保護作用,所以需要透過人工的方式將氧化層生成鋁管件上以形成保護層。
陽極處理前若是有刮痕,在陽極處理後才發現是無法去除的,甚至會更加明顯,而且是無法進行重複加工的,若是陽極處理後,硬度提高了,拋光也會變得較困難,對於精度的要求也更高。
在做陽極處理的前後,都會需要確保表面無刮痕,才能確保陽極處理的完整性,所以會需要高精度的拋光製程。
而拋光製程最常出現的問題就是熱膨脹,因為鋁的熱膨脹係數大,尤其研磨中空管件更是如此,當使用無心研磨,通過的過程中,管件研磨溫度提升,砂輪又對管件施加壓力,這時候就有可能讓材料變形,且鋁屬於軟材質,除了熱膨脹外也容易刮傷工件,所以需要尋找能夠進行低溫拋光的砂輪。
■實際測試:

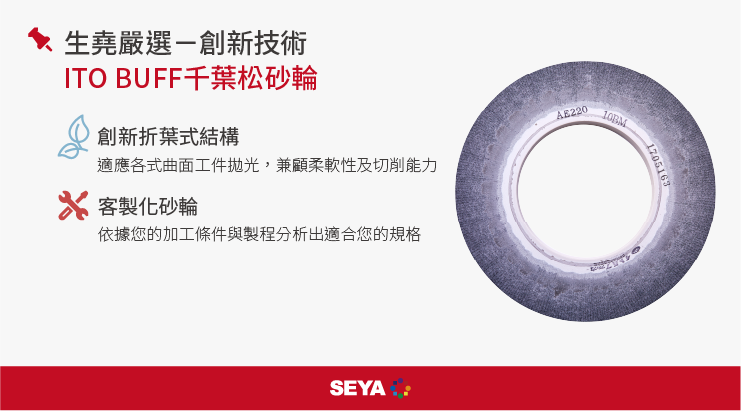
為解決拋光溫度的問題,我們嚴選一款創新技術的砂輪,ITO BUFF千葉松,散熱性良好的拋光輪,折葉式的結構能讓研磨產生的熱能快速散開,有效改善熱膨脹,具有彈性,可以吸收多餘的震動及彈跳,改善面粗度,使用了含有磨粒的纖維,使磨粒不易脫落,比起一般布、麻輪更加強韌,切削力更強,就算機台剛性不足,也能透過吸收振動及切削力消除前段製程的研磨痕跡。
實際測試後,客戶的回饋非常好,除了熱膨脹問題不會再發生以外,面粗度也得到明顯的降低,降低面粗後精度提高,也更容易接到訂單,以這次的測試結果來說也是非常成功的。
■總結:

從圖表可以看到,在拋光以前面粗度會在Ry 1.7um,若是使用之前的GC砂輪,Ry只能在1.0um上下,而使用ITO BUFF千葉松砂輪後可以降低到Ry 0.7um,比起GC降低了30%,除了研磨溫度以外,GC本身的硬脆性也是造成面粗度提升的原因,ITO BUFF千葉松砂輪可以減少磨粒掉落率,達到更佳的面粗度,改善刮傷的問題。
※以上是SEYA生堯砥研的分享,若對砂輪、調整輪的選擇與搭配,或研磨相關技術有任何問題,歡迎與我們聯絡與諮詢!
–––
