
客戶需求:降低面粗度,提升精度
■問題探討:

首先先探討為何面粗度無法獲得有效的降低,最主要是因為無心研磨本身採用通過式的研磨方式,沒有透過夾具或置具穩固,難免會產生震動,或是砂輪本身切削力不足,在通過時無法對工件進行有效的材料去除,還可能因為在工件表面發生打滑現象,造成研磨溫度提升,鋁材質本身耐熱性不高,一旦溫度上升,熱會讓工件發生變形,研磨通過後溫度降下來尺寸精度就會跑掉,且研磨鋁產生的屑較黏,容易沾附砂輪表面,需要時常做修整,研磨的效率與砂輪的壽命都會降低,所以綜合上面的幾項問題點來看,最主要要解決的除了研磨溫度以外,砂輪本身的切削力與散熱性也是需要考量的重點之一。

■實際測試:

依據上列需求,生堯技術團隊推薦UB銀松砂輪,具有特殊彈性纖維結構,透過纖維包裹磨粒的方式製成的砂輪,服貼工件表面做研磨,可以有效改善面粗度及吸收機台所產生的微小震動,纖維的設計不易讓磨料脫落,減少因掉砂形成的表面刮傷,提升表面精度,實際測試後,面粗度降低了30%以上,就連壽命都能得到很大的提升,研磨鋁管件最怕就是砂輪對管件壓力太大造成擠壓變形,UB銀松砂輪本身切削力足夠,不需要過大的壓力去研磨,可以減少管件變形的機率,達到客戶要求的同時還多了壽命提升的結果。
■總結:
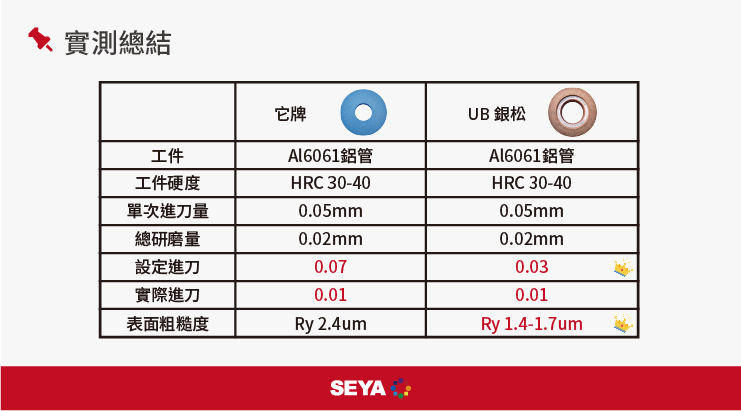
從圖表可以知道,在相同條件的狀況下,同樣的研磨量,面粗度從Ra 2.4下降到Ra1.4~1.7,下降30%,且修整間隔可以達到500支修整一次,研削比也能得到明顯的提升,砂輪的消耗減少了,除了達到客戶要求的精度以外,還能提升砂輪的壽命,達到一舉兩得的效果,測試結果非常成功。

※以上是SEYA生堯砥研的分享,若對砂輪、調整輪的選擇與搭配,或研磨相關技術有任何問題,歡迎與我們聯絡與諮詢!
