
客戶需求:
CNC加工之後刀痕砂光消除,Ra<0.1
■問題探討:
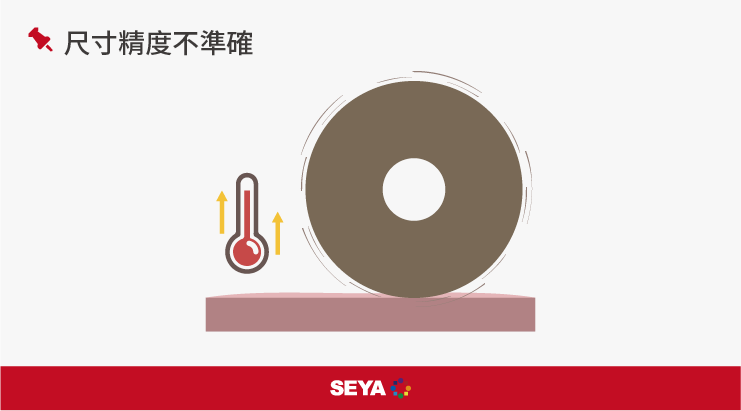
深入了解後,得知客戶是採用機器手臂配合濕式砂光專用機或客製化專用機加工方式,避免加工時工件的溫升變形,與徹底的防止乾拋時的過熱,造成燃燒與爆炸的危險。
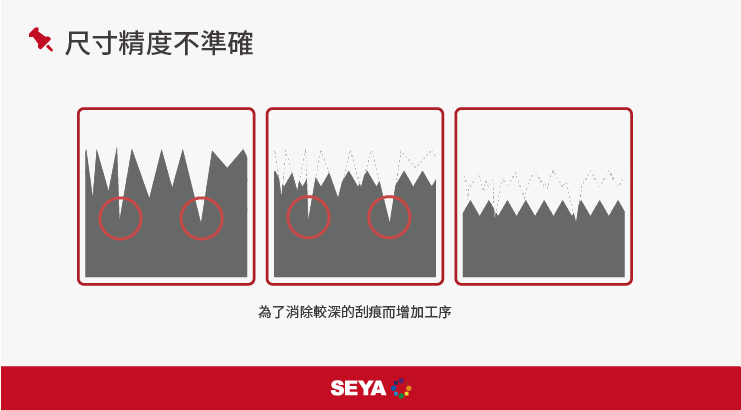
因為鋁合金算軟材質,前段的製程容易在表面留下較深的刮痕,到了後段製程要拋光時難度較大,且鋁的熱膨脹係數大,容易受熱變形,因此一般拋光輪切削力不足,溫度逐漸升高,就會造成尺寸精度不準確,還有考量到機殼屬於大量生產的物件,所以效率也是考量需求之一。
綜合以上幾點,生堯技術團隊主要會考量砂輪的散熱能力、彈性設計、切削力等要點來選擇。
■實際測試:
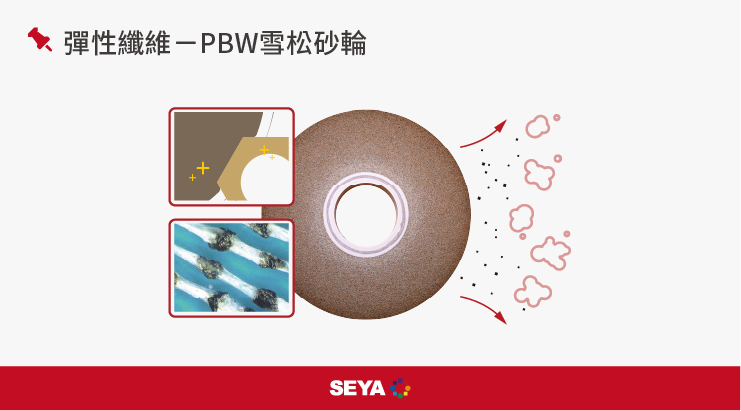
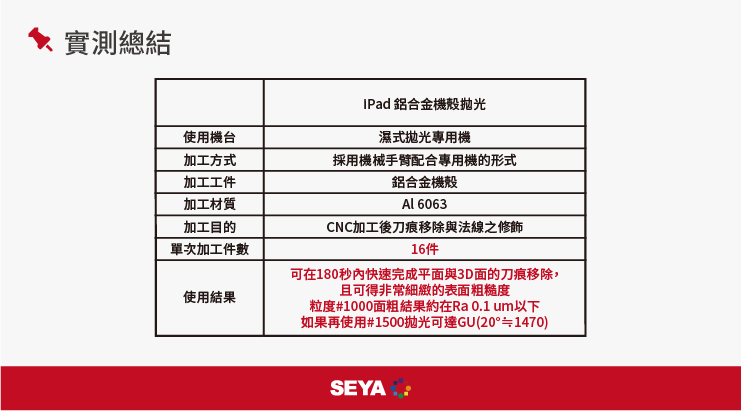
針對這個客戶的問題,我們決定選用PBW雪松彈性砂輪,PBW雪松砂輪透過樹脂與PVA的結合劑,達到柔軟且服貼的彈性,且本身的磨料均由日本製造具有較強的切削力,顆粒穩定,表面就會均勻,客戶測試過後表示,以iPad製程為例,使用#1000研磨砂輪可在180S內快速完成平面與3D面的刀痕移除,且可得到非常細致的表面粗糙度<Ra0.1,如果再使用#1500研磨更可得到非常光亮的品質GU(20°≒1470),對於結果是非常滿意的。
■總結:
選用PBW雪松砂輪的主要原因是,鋁合金較軟,且易受熱影響產生變形,選用彈性較高的砂輪可以貼合表面加工,可以得到更高的表面精度,再加上砂輪的散熱系統強,降低研磨溫度,避免工件變形,PBW雪松砂輪也都可應用在各類拋光機,只要能裝置砂輪就可以使用,通用性很高,整體來說,這次的測試是非常成功的。
※以上是SEYA生堯砥研的分享,若對砂輪、調整輪的選擇與搭配,或研磨相關技術有任何問題,歡迎與我們聯絡與諮詢!
