
滑軌及導軌的研磨一般可分為平面研磨及側邊成型研磨:滑軌及導軌平面磨床的研磨要點
 問題深入探討
問題深入探討
客戶現況問題
研磨滑軌時想提升單次的進刀量,但是一加大就會燒傷。

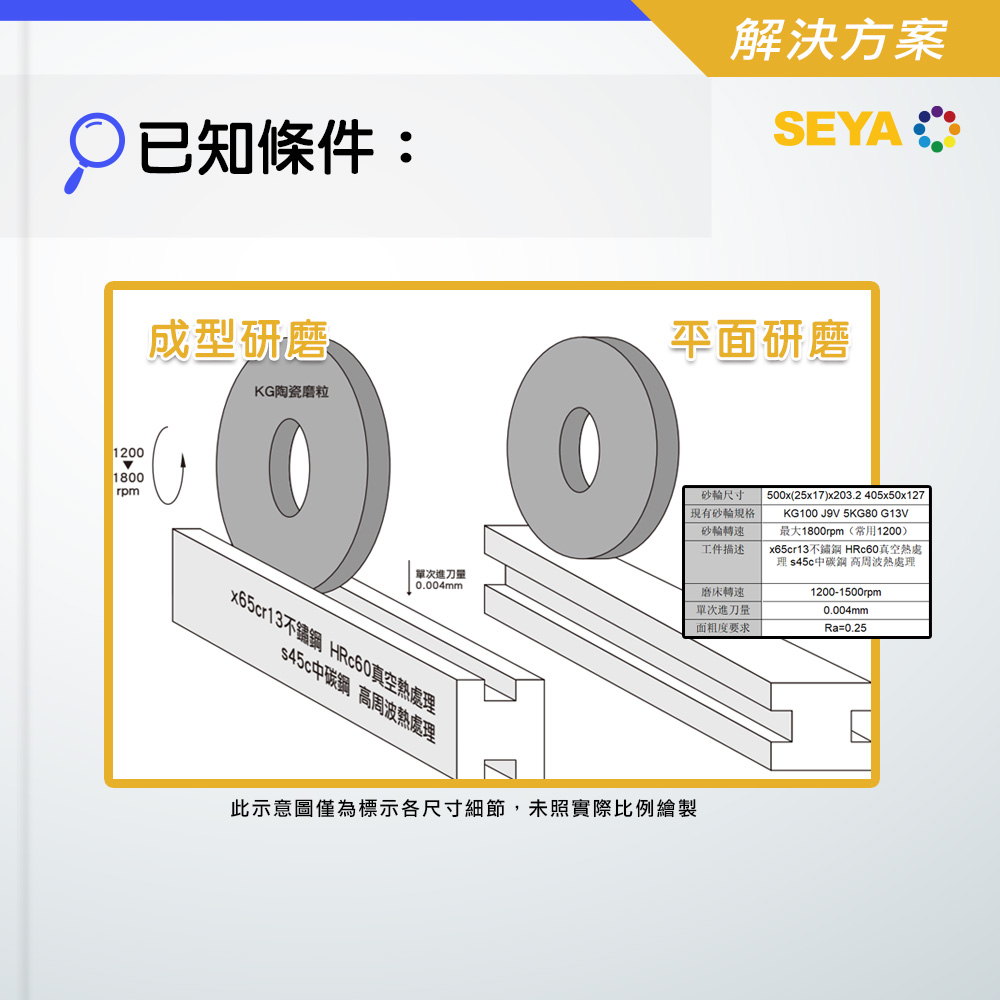
已知條件
砂輪尺寸 500x(25x17)x203.2 405x50x127
現有砂輪規格 KG100 J9V 5KG80 G13V
砂輪轉速 最大1800rpm(常用1200)
工件描述
x65cr13不鏽鋼 HRc60真空熱處理 s45c中碳鋼 高周波熱處理
磨床轉速 1200-1500rpm/單次進刀量 0.004mm /面粗度要求 Ra=0.25
(如附圖所)
滑軌及導軌的研磨要點:
滑軌及導軌的研磨一般可分為平面研磨及側邊成型研磨

 平面 研磨的主要挑戰
平面 研磨的主要挑戰
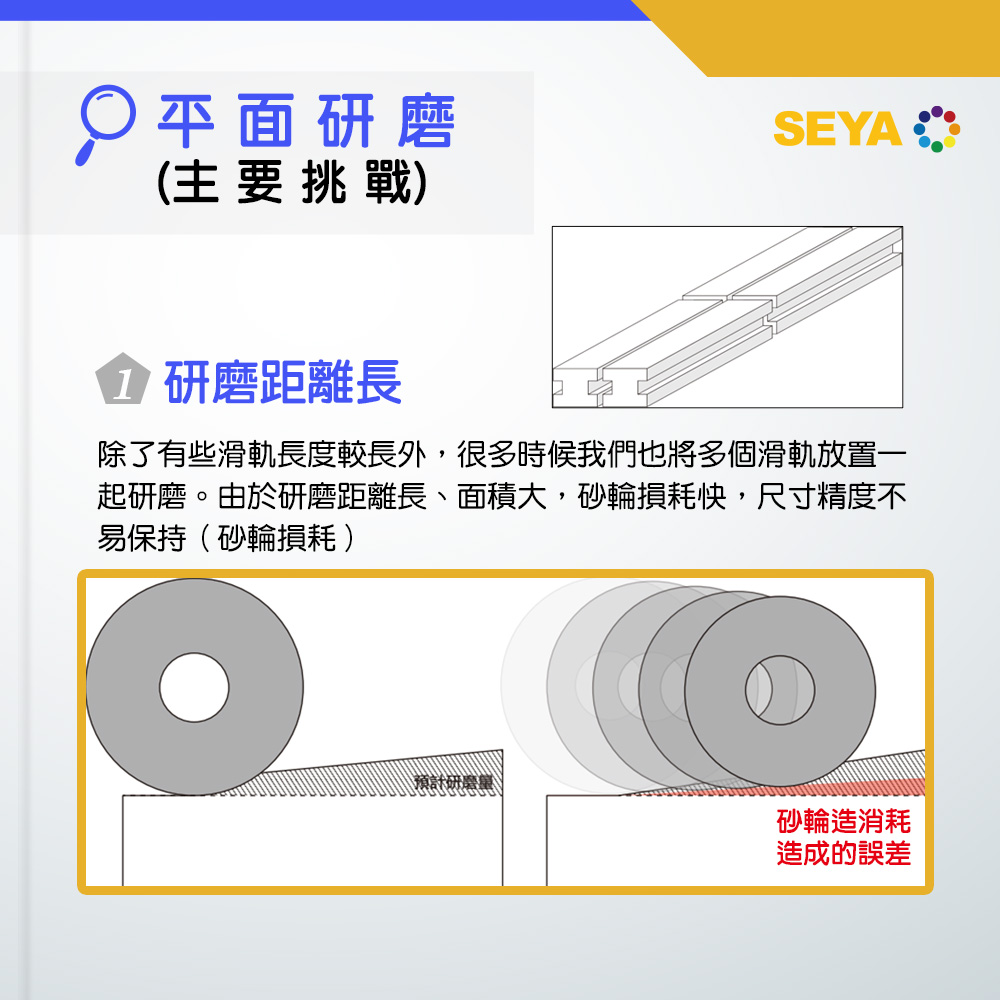
①研磨距離長
除了有些滑
軌長度較長外,很多時候我們也將多個滑軌放置一起研磨。由於研磨距離長、面積大,砂輪損耗快,尺寸精度不易保持(砂輪損耗)。

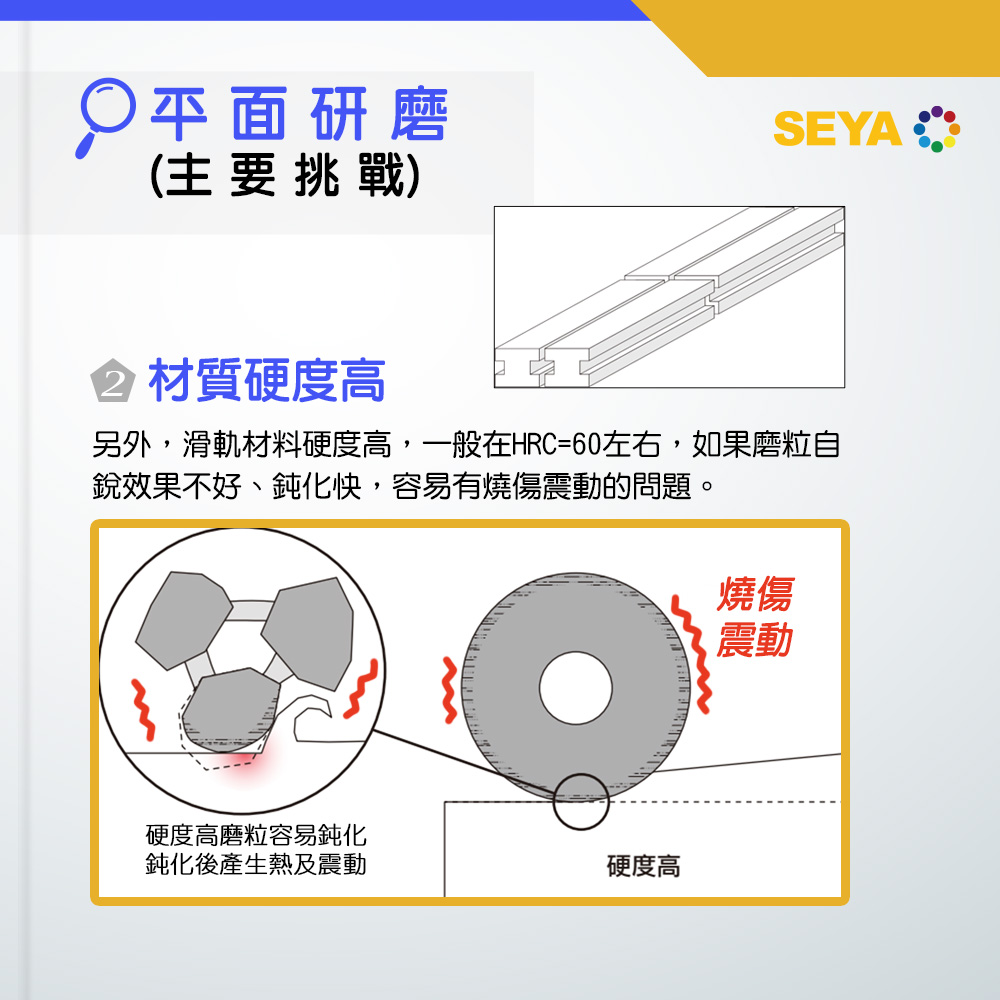
②材質硬度高
另外,滑軌材料硬度高,一般在HRC=60左右,如果磨粒自鋭效果不好、鈍化快,容易有燒傷震動的問題。

針對上述二點現況的問題,我們提出了相對的解決方法。
平面研磨 解決方法①
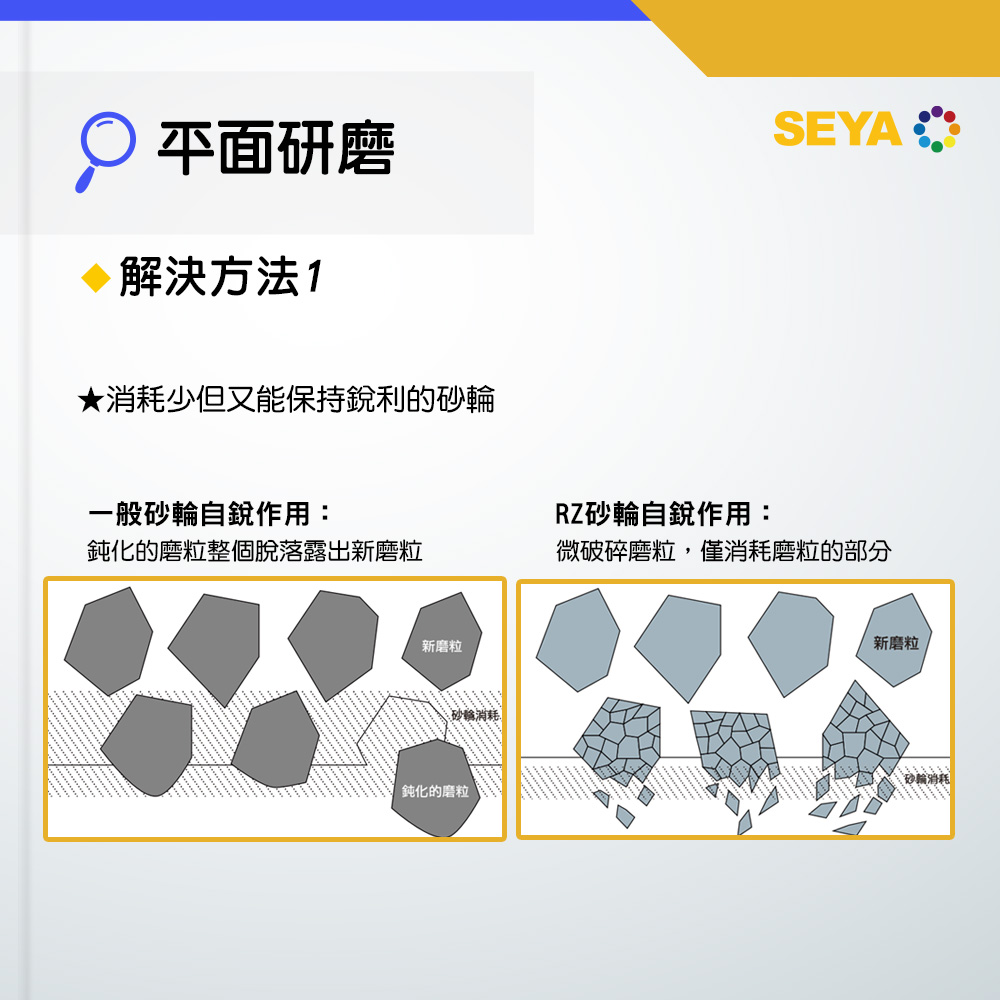
★消耗少但又能保持銳利的砂輪
一般砂輪自鋭作用:
鈍化的磨粒整個脫落露出新磨粒
RZ砂輪自鋭作用:
微破碎磨粒,僅消耗磨粒的部分

平面研磨 解決方法②
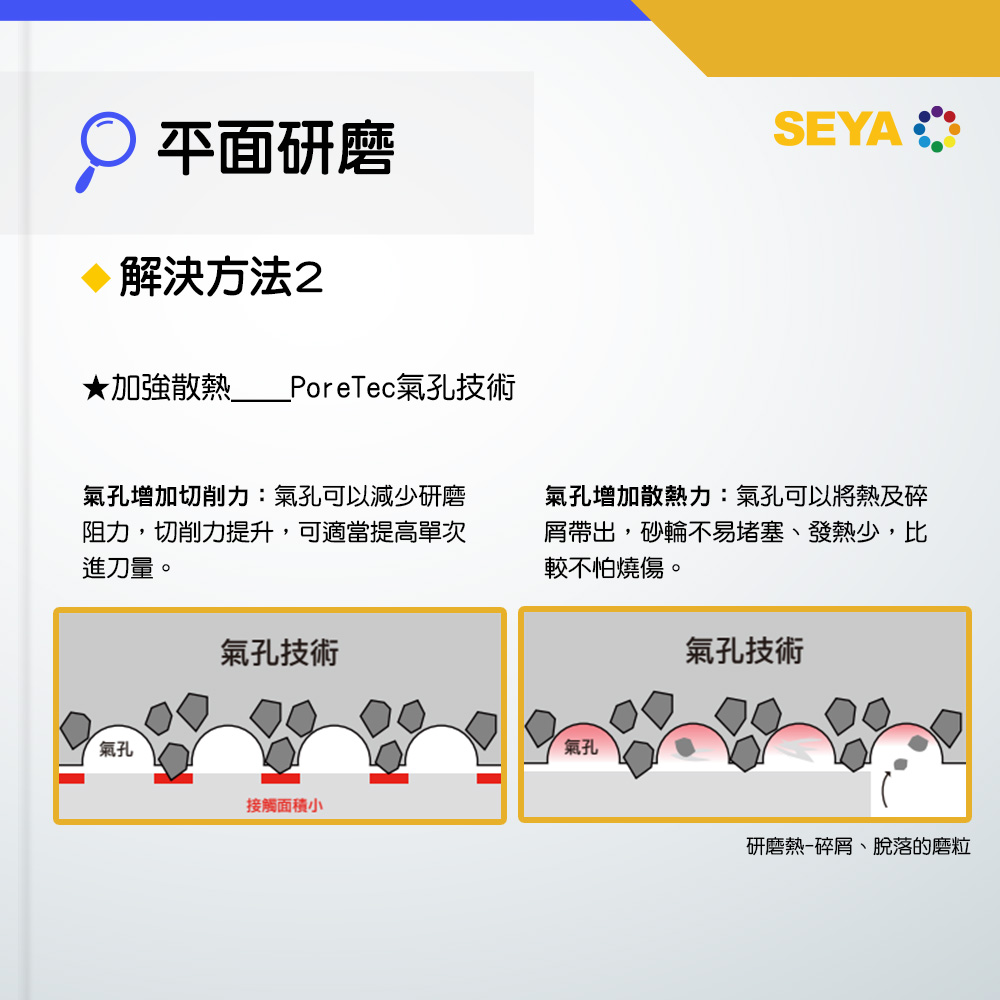
★加強散熱__PoreTec氣孔技術
氣孔增加切削力: 氣孔可以減少研磨阻力,切削力提升,可適當提高單次進刀量。
氣孔增加散熱力: 氣孔可以將熱及碎屑帶出,砂輪不易堵塞、發熱少,比較不怕燒傷。
成型 研磨的主要挑戰
研磨時產生有下列問題發生 -作動方向 (溝槽深度不一) 及尺寸精度不佳的問題 (如附圖所示)


針對成型 研磨產生現況的問題,我們提出了相對的解決方法。
成型研磨 解決方法①
★保持形狀精度__保持銳利消耗少的砂輪
一般砂輪自鋭作用:
鈍化的磨粒整個脫落,砂輪銳角鈍化
SPW砂輪自鋭作用:
兩種磨粒相互作用,不斷銳化


成型研磨 解決方法②
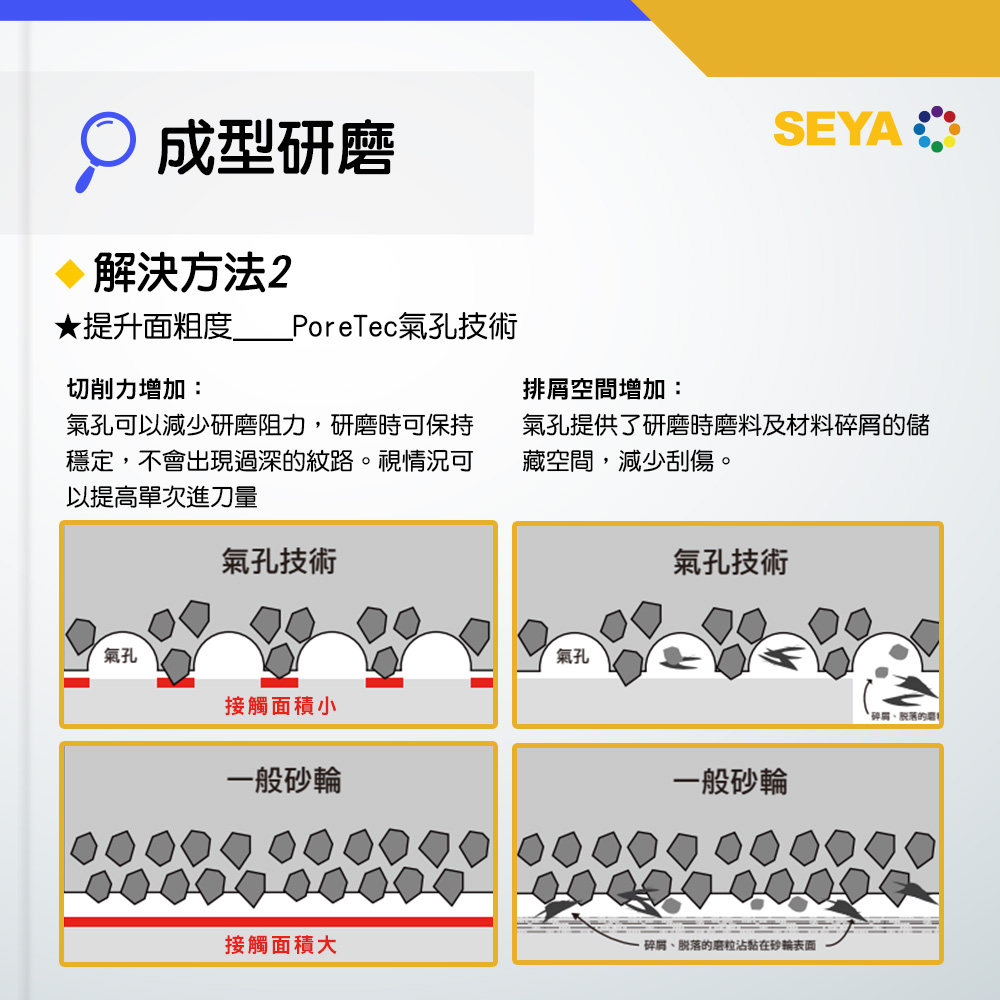
★提升面粗度__PoreTec氣孔技術
排屑空間增加: 氣孔提供了研磨時磨料及材料碎屑的儲藏空間,減少刮傷。

生堯推薦
因上述原因,我們依照研磨方式選配了兩款砂輪。
平面研磨
推薦使用「消耗少但又能保持銳利的砂輪」__RZ龍鱗元氣砂輪
不但可以確保尺寸精度,氣孔也能同時避免燒傷震動,並減少修整效率。
成型研磨
推薦使用「保持銳利消耗少,且具氣孔技術」的砂輪__SPW璀璨砂輪
兩種磨料相互作用,可常保銳利且磨耗少。氣孔技術將碎屑和研磨熱快速帶出,面粗度提升。
 綜合前面解決方法
綜合前面解決方法
建議產品介紹_RZ
微破碎陶瓷磨料_RZ龍鱗砂輪(如附圖所示)
優勢:高性能陶瓷磨料、高硬度鋼材平面研磨專用砂輪。高研削比:結構強韌,工件進給穩定,減少砂輪消耗量。
維持良好精度、效率提高、穩定的加工品質。
特色:
.SG陶瓷磨料:微破碎結構、自鋭性佳
.切削力強:研磨阻力低、切削力提高、加工效率提升
.散熱力佳:高自鋭性、切削力強、研磨熱少
建議產品介紹_SPW
結合氧化鋁特性__SPW璀璨砂輪(如附圖所示)
優勢:SPW結合氧化鋁係磨料特性,發揮達到良好的研磨效果。研磨精度高角保持力佳,可提高研磨精準度。易成形極易修整及成形,減少修整器損耗。氣孔技術,將熱和碎屑快速排出。
特色:
.特殊磨料:兩種磨料相互作用、實踐高性能
.保持力佳:角的保持力穩定,極少產生角崩
.容易成形:極易修整及成型、節省修整時間

